Получите цитату
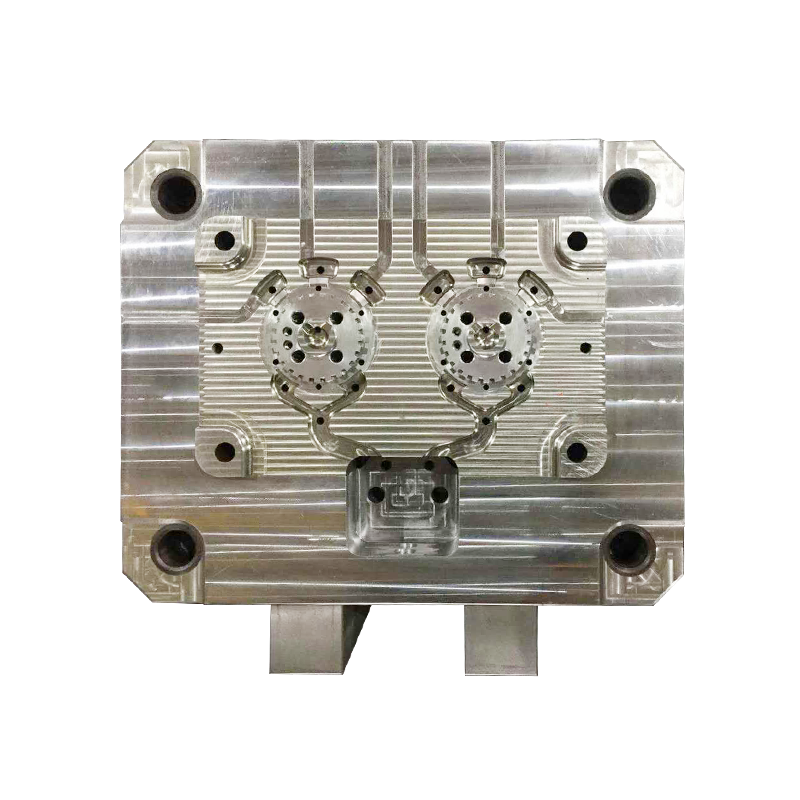
Производство форма для литья под давлением это точный и сложный процесс. Проще говоря, это предполагает создание «металлической формы», которую можно неоднократно наполнять расплавленным металлом для изготовления металлических деталей.
Перед началом работы необходимо четко определить внешний вид формы. Дизайнеры спланируют формовочную часть формы, исходя из формы конечного продукта.
Выбор линии разъема: определение места, где форма будет «открываться», чтобы можно было легко снять деталь.
Проектирование системы направляющих: проектирование пути поступления расплавленного металла в форму, например строительство дороги для расплавленного металла, гарантируя, что он быстро и равномерно заполнит каждый угол.
Система выталкивания: разработка выталкивающих штифтов, обеспечивающих плавный выброс детали после охлаждения.
Анализ текучести пресс-формы является решающим шагом во всем процессе проектирования. Это похоже на «виртуальную репетицию» на компьютере перед началом фактического производства, чтобы увидеть, как расплавленный металл течет внутри формы.
Анализ течения пресс-формы (компьютерное моделирование)
Прежде чем завершить проектирование, технические специалисты импортируют 3D-модель формы для литья под давлением в специализированное программное обеспечение для анализа для моделирования.
Имитация процесса заполнения: позволяет наблюдать, плавно ли расплавленный металл течет в форму, застревает в определенных углах или возникает турбулентность. Это помогает нам заранее определить, будут ли детали иметь такие дефекты, как неполное заполнение или пустоты.
Прогнозирование местоположения пористости: когда расплавленный металл течет, он выталкивает воздух из формы. С помощью анализа мы можем предсказать, куда будет сжиматься воздух, что позволяет нам точно создавать вентиляционные отверстия в этих местах, чтобы предотвратить появление мелких раздражающих пузырьков внутри детали.
Оптимизация температурного баланса: анализируется, какие области формы становятся особенно горячими, а какие слишком холодными во время непрерывной работы. Основываясь на этих результатах, мы можем переставить трубы охлаждающей воды, чтобы обеспечить равномерный нагрев всей формы для литья под давлением, предотвращая усадку и деформацию детали после охлаждения.
Благодаря этому шагу мы можем исправить потенциальные проблемы, прежде чем тратить сталь или расплавленный металл, избавляя нас от необходимости повторной модификации формы в дальнейшем.
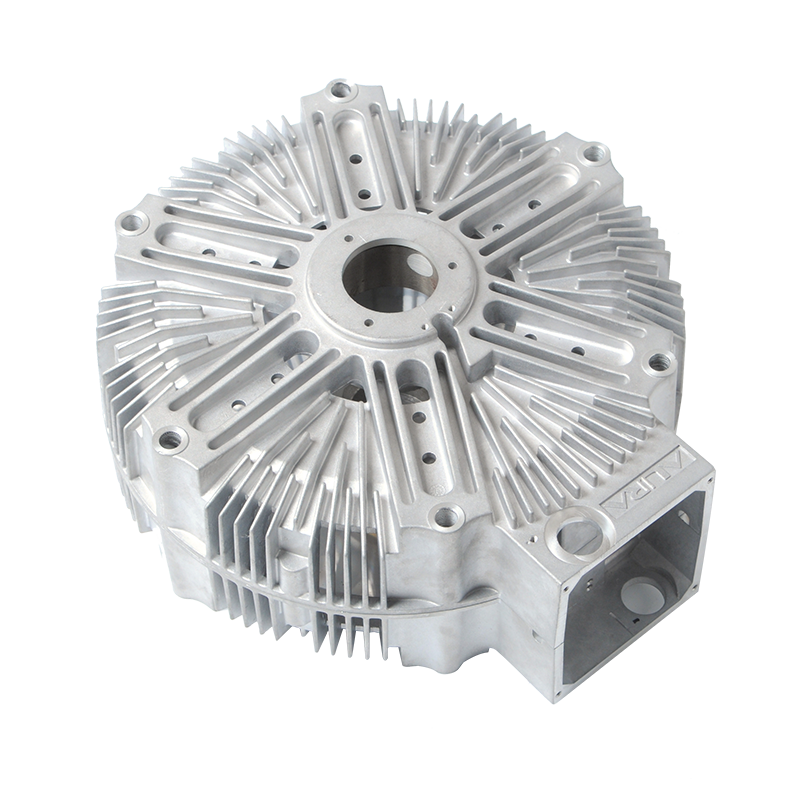
Поскольку формы для литья под давлением должны выдерживать высокотемпературный расплавленный металл (например, алюминиевые и цинковые сплавы), необходимо использовать специальную жаростойкую и устойчивую к давлению сталь.
Выбор материала: Обычно выбирают высокопрочную сталь.
Черновая обработка: использование больших станков для разрезания стального слитка на блоки, близкие к окончательной форме, удаление большей части избыточного материала и оставление припуска для последующей точной обработки.
Сталь после черновой обработки еще недостаточно тверда.
В процессе высокотемпературного нагрева и быстрого охлаждения внутренняя структура стали изменяется, что делает ее очень твердой и износостойкой, поэтому она не деформируется в течение тысяч последующих циклов литья под давлением.
Это ключевой шаг в определении точности формы.
Прецизионное фрезерование: использование более точных станков для точного разрезания поверхности формы.
Электроэрозионная обработка (EDM). Для глубоких отверстий, прямых углов или сложных небольших узоров, до которых невозможно добраться режущими инструментами, сталь обрабатывается до заданной формы с использованием электродного разряда, например «травление». Это незаменимый метод при изготовлении сложных деталей.
Чем ровнее внутренняя стенка формы, тем лучше качество поверхности получаемых деталей.
Рабочие используют абразивы или полировальные инструменты, чтобы отполировать следы инструментов, оставленные ручной или механической обработкой, до тех пор, пока поверхность формы не станет такой же блестящей, как зеркало. Это также помогает легче извлекать детали из формы во время производства.
Соберите все обработанные детали, включая стержень формы, основание формы, направляющие штифты, выталкиватели и трубы охлаждающей воды.
Проверка закрытия формы: проверьте, идеально ли совпадают верхняя и нижняя половины формы.
Проверка водяного контура: убедитесь, что водопроводные трубы, используемые для охлаждения внутри формы, не засорены и не имеют утечек.
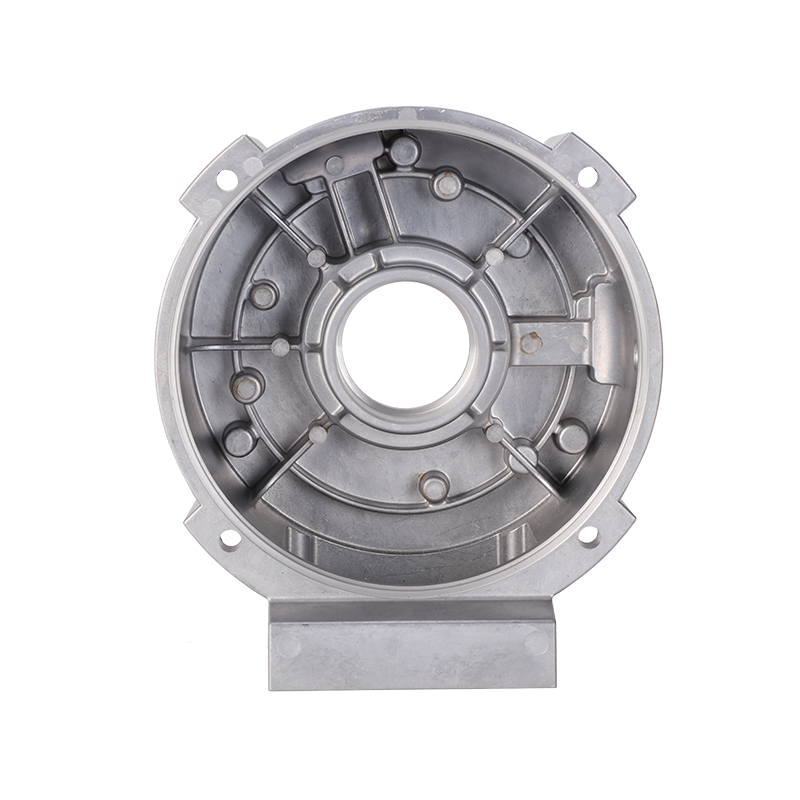
Завершение формы не означает, что задача завершена; его необходимо проверить, выпрессовав несколько деталей на машине.
Выборочный контроль: проверьте детали на наличие пузырьков воздуха, неполного заполнения или отклонений размеров.
Точная настройка: на основе тестовых образцов вернитесь к пресс-форме для окончательной настройки и оптимизации, пока изготовленные детали не будут полностью квалифицированы.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo