Получите цитату
В секторе производства транспортных средств на новой энергии (NEV) литье алюминия под высоким давлением (HPDC) стал предпочтительным процессом формования корпусов аккумуляторных блоков, корпусов двигателей, корпусов блоков управления питанием (PCU) и конструктивных компонентов. Используя в качестве сырья алюминиевые сплавы АЦП12, А380 или А356, этот процесс позволяет получать изделия сложной геометрии, интегрированные каналы охлаждения и прецизионные интерфейсы сборки за один цикл формования. Прогнозируется, что мировой рынок литья под давлением автомобильных деталей будет расти с 55 миллиардов долларов США в 2025 году чтобы 90 миллиардов долларов США к 2034 году (СГТР 5,5%), при этом алюминиевые сплавы лидируют 70% учет материальных долей и заявок на транспортировку 56,6% спроса. NEV, использующие компоненты из литого под давлением алюминия, могут снизить вес аккумуляторной батареи примерно на 20% , что значительно повышает энергоэффективность и запас хода, обеспечивая при этом огромное преимущество в стоимости жизненного цикла.
Основные материалы для Литые компоненты NEV обычно АЦП12 (стандарт JIS) , A380 (стандарт ASTM) , или A356 (стандарт ASTM) алюминиевые сплавы. Эти три сплава демонстрируют существенные различия в составе, механических свойствах и теплопроводности, что напрямую влияет на структурную прочность аккумуляторной батареи, эффективность рассеивания тепла и коррозионную стойкость.
ADC12 отличается высоким содержанием кремния. 9,6–12% и содержание меди 1,5%–3,5% , обеспечивающий исключительную текучесть и способность к тонкостенному заполнению, идеально подходит для изготовления прецизионных теплоотводящих ребер и сложных корпусов с толщиной стенок всего 1,0–1,2 мм . Его типичная прочность на растяжение составляет 150–200 МПа с теплопроводностью 130–150 Вт/м·К . A380 предлагает более высокое содержание меди (3,0–4,0%), обеспечивая прочность на разрыв 210–250 МПа и более высокая твердость (60–80 HB), что делает его пригодным для изготовления деталей конструкций, подвергающихся высоким нагрузкам. A356 (AlSi7Mg0,3) усилен содержанием магния, что обеспечивает превосходные литейные качества и коррозионную стойкость с теплопроводностью 120–160 Вт/м·К , что делает его предпочтительным выбором для лотков для аккумуляторных батарей и компонентов структурной безопасности.
| Индикатор эффективности | ADC12 | A380 | A356 |
|---|---|---|---|
| Содержание кремния (Si) | 9,6% – 12% | 7,5% – 9,5% | 6,5% – 7,5% |
| Содержание меди (Cu) | 1,5% – 3,5% | 3,0% – 4,0% | ≤0,20% |
| Предел прочности (МПа) | 150 – 200 | 210 – 250 | 220 – 280 (Т6) |
| Теплопроводность (Вт/м·К) | 130 – 150 | 96 | 120 – 160 |
| Типичные применения | Корпуса двигателей, корпуса PCU | Детали конструкции, выдерживающие высокие нагрузки | Батарейные лотки, детали конструкции |
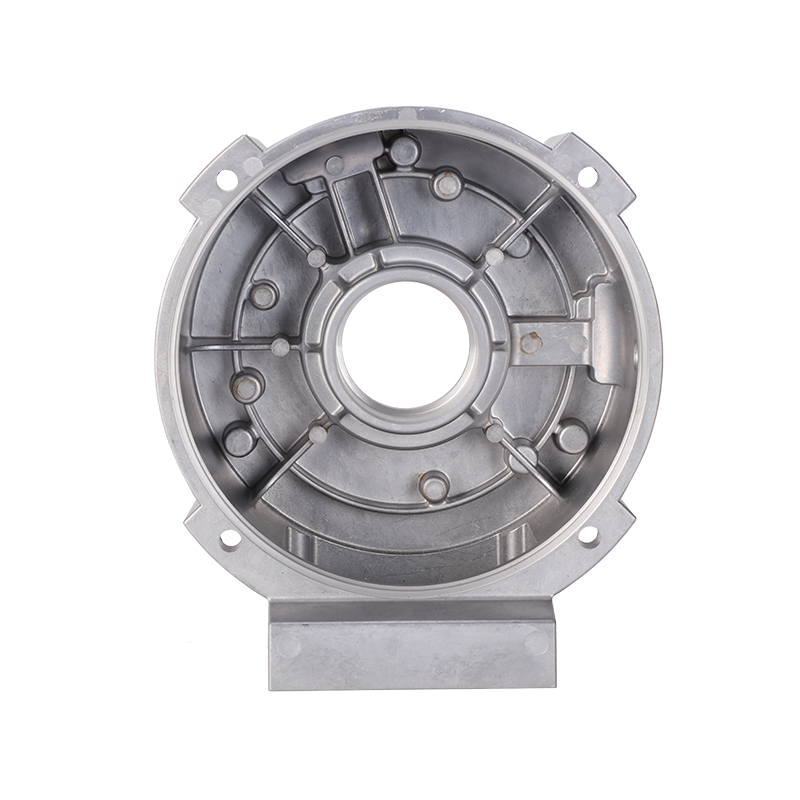
Для корпусов двигателей и корпусов PCU ADC12 является наиболее экономичным выбором из-за его превосходной теплопроводности ( 130–150 Вт/м·К ) и превосходную формуемость отливок. Для лотков для аккумуляторных батарей и конструктивных элементов безопасности A356 с термообработкой T6 достигает прочности на разрыв 220–280 МПа и превосходная коррозионная стойкость по сравнению с медьсодержащими сплавами, что делает его предпочтительным вариантом для обеспечения безопасности при столкновении. A380 рекомендуется для деталей конструкции шасси, требующих высокой механической нагрузки. Все три сплава имеют общую плотность примерно 2,7 г/см³ , достигая снижения веса 40%–60% по сравнению со сталью, что напрямую увеличивает запас хода автомобиля.
Управление температурным режимом силовых батарей является основой безопасности и производительности NEV. Оптимальный диапазон рабочих температур для литий-ионных элементов составляет 15–35°С ; превышающий 45°С ускоряет деградацию емкости, а температуры выше 60°С представляют риски теплового неконтроля. Корпуса из литого под давлением алюминия обеспечивают эффективное управление температурой за счет следующих механизмов:
Литье под высоким давлением позволяет напрямую формовать сложные каналы жидкостного охлаждения, ребра теплоотвода и тепловые ребра внутри формы, достигая интегрированный дизайн конструкции жилища и систем терморегулирования. Эта структура устраняет сопротивление термоинтерфейса, возникающее в традиционных процессах сварки или сборки, сводя к минимуму путь теплового сопротивления от поверхности элемента к охлаждающей жидкости. Теплопроводность алюминиевых сплавов A356 или ADC12 ( 96–150 Вт/м·К ) есть 3–5 раз стальной, что обеспечивает быстрое распространение тепла по всей поверхности корпуса.
| Материал корпуса | Теплопроводность (Вт/м·К) | Плотность (г/см³) | Снижение веса | Риск теплового выхода из-под контроля |
|---|---|---|---|---|
| Литой алюминий | 96 – 150 | 2.7 | 40% – 60% | Низкий |
| Экструдированный алюминий | 180 – 210 | 2.7 | 40% – 55% | Средний |
| Штампованная сталь | 45 – 55 | 7.8 | Базовый уровень | Высокий (плохое рассеивание тепла) |
| Композитный (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50% – 65% | Чрезвычайно высокий (требуется дополнительное охлаждение) |
Хотя корпуса из литого под давлением алюминия имеют несколько меньшую теплопроводность, чем профили из экструдированного алюминия, их интегрированная возможность формовки позволяет оптимизировать конструкцию путей теплового потока, а их структурная целостность намного превосходит сварные сборки профилей. Что касается защиты от термического неконтроля, алюминиевые корпуса могут задерживать распространение огня на 5–10 минут , обеспечивая критическое время эвакуации пассажиров, в то время как композитные корпуса требуют дополнительных огнестойких слоев, чтобы соответствовать стандартам GB 38031.
Корпуса аккумуляторных батарей NEV служат не только носителями терморегулирования, но и важным барьером для общей структурной безопасности автомобиля. Литые алюминиевые сплавы создают многослойные системы защиты благодаря сочетанию внутренней прочности материала и оптимизации конструкции.
Современные лотки для аккумуляторных батарей, отлитые под давлением, обычно имеют опорная плита перекладины рамы сэндвич-структура. Благодаря анализу текучести пресс-формы, оптимизирующему положение литников и распределение толщины стенок, критические для столкновений области (такие как боковые балки) локально утолщаются, чтобы 10–12 мм , а некритические области сокращаются до 2–3 мм , достигая оптимального баланса между весом и силой. Сплав А356-Т6 достигает предела текучести 180–220 МПа и в сочетании со сложной структурой ребер, полученной методом литья под давлением, могут удовлетворить требования испытаний на боковой удар C-NCAP и E-NCAP.
Корпуса аккумуляторных батарей должны достигать IP67 или IP69К степени защиты (согласно IEC 60529 и ISO 20653), обеспечивающие полную защиту от пыли и устойчивость к погружению в течение 30 минут на глубину 1 метр. Литье под давлением обеспечивает точный контроль плоскостности уплотняющей поверхности ( ±0,05 мм ) и шероховатость поверхности (Ra≤3,2 мкм), что обеспечивает идеальную совместимость с уплотнительными прокладками. Кроме того, отлитые под давлением корпуса должны пройти испытание на герметичность с помощью гелиевой масс-спектрометрии, при этом уровень утечки обычно ниже 15 см3 (стандартные кубические сантиметры в минуту) для обеспечения абсолютной изоляции между контурами теплоносителя и камерами ячеек.
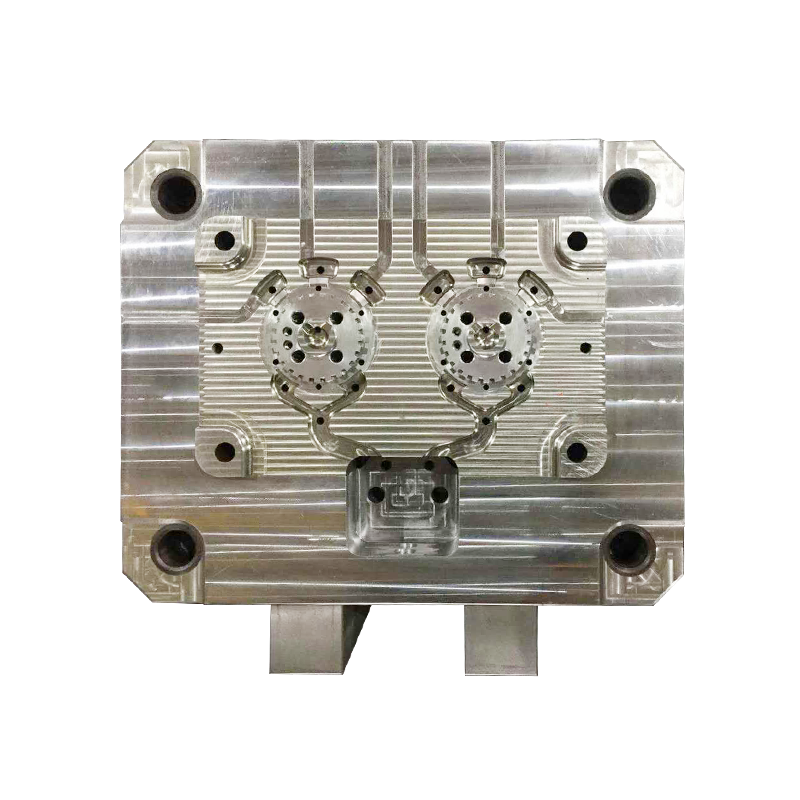
Литье под высоким давлением (HPDC) — это процесс формования, при котором расплавленный алюминиевый сплав впрыскивается в прецизионные стальные формы на высокой скорости под давлением 30–150 МПа . Этот процесс демонстрирует три основных преимущества при производстве компонентов NEV:
Литье под давлением обеспечивает размерные допуски ±0,03–0,05 мм , значительно превосходя штамповку (±0,1–0,3 мм) и сварку (±0,5–1,0 мм). Что еще более важно, он позволяет отливать каналы жидкостного охлаждения, монтажные кронштейны, зажимы для крепления жгутов проводов, места установки разъемов и даже гнезда для крепления взрывоотводных устройств за одну операцию, что значительно сокращает последующие процессы обработки и сборки. Для лотков для аккумуляторных батарей литье под давлением может включать традиционные 6–10 штампованных и сварных деталей. в 1–2 литых компонента , устраняя риски усталостного разрушения сварных швов и одновременно уменьшая накопление допусков сборки.
После приобретения оснастки (большие формы для лотков с аккумуляторными батареями, как правило, служат долго) 80 000–100 000 выстрелов ), циклы литья под давлением отдельных деталей могут быть сокращены до 60–120 секунд , что делает их очень подходящими для требований платформы, превышающих 100 000 единиц в год . Прогнозируется, что мировой рынок машин для литья алюминия под давлением будет расти с 86,14 млрд долларов США в 2025 году чтобы 144,04 млрд долларов США к 2034 году (СГТР 5,88%), при этом Азиатско-Тихоокеанский регион занимает лидирующие позиции 41% доля рынка, и только на Китай приходится 16% рынка Азиатско-Тихоокеанского региона.
Ведущие производители используют комплексное проектирование CAD/CAM/CAE в сочетании с анализом текучести пресс-формы для прогнозирования положения литников, распределения пористости и дефектов горячих точек. Производственные линии оснащены Рентгенография (РТ) и промышленное компьютерное сканирование , обеспечивая внутреннюю пористость ниже 0,1% — критический порог для обеспечения целостности уплотнения IP67 и усталостной долговечности конструкции. Системы менеджмента качества должны быть ИАТФ 16949 сертифицирован и охватывает весь процесс: от закупки сырья, дегазации расплава, контроля параметров выстрела до испытания на герметичность готового продукта.

Запас хода NEV демонстрирует сильную отрицательную корреляцию с весом автомобиля. Исследования показывают, что каждый 100 кг снижения веса транспортного средства может увеличить запас хода за счет 6%–8% (примерно 30–50 км). Компоненты из литого под давлением алюминия обеспечивают значительное снижение веса в следующих ключевых областях:
| Компонент | Традиционный технологический вес (кг) | Вес литого алюминия (кг) | Снижение веса | Предполагаемое улучшение дальности |
|---|---|---|---|---|
| Лоток для аккумуляторной батареи | 80 – 120 (Сталь) | 35 – 50 | 55% – 60% | 25 – 40 км |
| Корпус двигателя | 15–20 (Чугун) | 6 – 9 | 55% – 60% | 5 – 8 км |
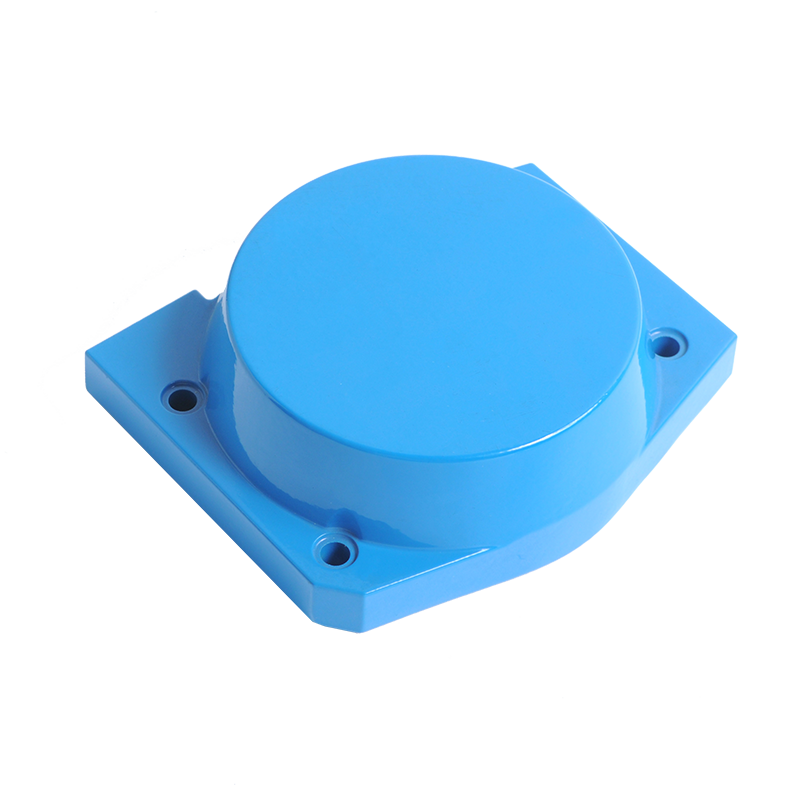
| Корпус ПКУ | 5–8 (литой алюминий) | 3 – 5 | 30% – 40% | 2 – 4 км |
| Подрамник/Конструктивные детали | 25 – 35 (Сталь) | 12 – 18 | 45% – 50% | 8 – 12 км |
Взяв чисто электрический седан снаряженной массой 1800 кг , емкость аккумулятора 70 кВтч и диапазон NEDC 500 км Например, замена лотка аккумуляторной батареи, корпуса двигателя и подрамника на компоненты из литого под давлением алюминия может снизить общий вес автомобиля за счет 80–120 кг , увеличивая дальность примерно 40–70 км - эквивалентно 5%–8% экономия на аккумуляторе.
Хотя компоненты из литого под давлением алюминия требуют более высоких первоначальных вложений в оснастку (большой лоток для аккумуляторной батареи формирует примерно 50 000–150 000 долларов США ), их Общая стоимость владения (TCO) за 10 лет значительно ниже, чем у стальных альтернатив. Следующее сравнение основано на годовой производственной платформе в 100 000 единиц:
| Фактор стоимости | Литой алюминий | Экструдированная сварка Al | Штампованная сталь Welding | Композитный (SMC) |
|---|---|---|---|---|
| Вес устройства (кг) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Количество деталей | 1 – 2 шт. | 5 – 8 шт. | 10 – 15 шт. | 1 – 3 шт. |
| Инструментальные инвестиции | Высокий (однократный) | Средний | Низкий | Высокий (композитные формы) |
| Процессы сборки | Минимальный | Несколько (сварочная обработка) | Расширенный (уплотнение точечной сваркой) | Немного (скрепляющие болты) |
| Общий рейтинг совокупной стоимости владения | Низкийest | Средний | Высокий (штраф за вес) | Высокий (дополнительная стоимость охлаждения) |
Кроме того, 100% перерабатываемость алюминиевых сплавов соответствует мировым тенденциям экономики замкнутого цикла. Компоненты NEV с истекшим сроком службы можно переплавить и повторно использовать в производстве литья под давлением, при этом выбросы углекислого газа намного ниже, чем при выплавке стали или синтезе композитов. Для автопроизводителей, преследующих цели ESG, литые под давлением алюминиевые компоненты предлагают значительные преимущества в оценке устойчивости.
Для производителей NEV и поставщиков уровня 1 включение следующих технических параметров в квалификационные и тендерные документы поставщика может эффективно отфильтровать качественных партнеров по литью под давлением и снизить риски качества на этапе постпроизводства:
Включив эти показатели в технические спецификации и контрольные списки аудита поставщиков, органы закупок могут гарантировать, что выбранные Литые компоненты NEV обеспечивают стабильную, безопасную и легкую структурную поддержку и обеспечение терморегулирования на протяжении всего жизненного цикла.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo