Получите цитату
Литье автозапчастей под давлением является доминирующим методом производства крупносерийных прецизионных металлических компонентов в автомобильной промышленности. — и не зря. Он обеспечивает жесткие допуски, сложную геометрию и превосходное качество поверхности при цене на деталь, с которой не может сравниться ни один другой процесс в таком масштабе. Независимо от того, ищете ли вы кронштейны, корпуса или конструкционные корпуса аккумуляторов для электромобилей, понимание литья под давлением поможет вам принимать более быстрые и разумные решения.
В этом руководстве рассматривается все: от основ процесса литья под давлением до выбора материала, применения электромобилей, вариантов отделки и практических часто задаваемых вопросов, чтобы вы могли определить, подходит ли литье под давлением для вашего проекта.

Литье под давлением — это процесс литья металла, при котором расплавленный металл впрыскивается под высоким давлением в многоразовую стальную форму, называемую матрицей. Металл быстро затвердевает, и готовая деталь выбрасывается — часто менее чем за 60 секунд за цикл. В автомобильной промышленности это означает миллионы деталей почти идеальной формы с постоянной точностью размеров.
На автомобильный сектор приходится более 75% всей продукции литья под давлением в мире По данным Североамериканской ассоциации литья под давлением (NADCA). Обычные автомобильные детали, производимые методом литья под давлением, включают блоки двигателей, корпуса трансмиссии, поворотные кулаки, корпуса насосов, дверные ручки и, все чаще, крупные конструктивные компоненты для электромобилей.

Понимание процесса поможет вам предвидеть время выполнения заказа, требования к проектированию и факторы затрат.
Существует несколько вариантов литья под давлением, каждый из которых подходит для разных сплавов, размеров деталей и требований к качеству.
| Тип | Как это работает | Лучшие сплавы | Ключевое преимущество |
|---|---|---|---|
| Горячая камера | Механизм впрыска погружен в расплавленный металл. | Цинк, Магний | Быстрое время цикла, низкая пористость |
| Холодная камера | Металл ковшом в гильзу дроби отдельно | Алюминий, Медь | Справляется с тугоплавкими сплавами. |
| Вакуумное литье под давлением | Перед инъекцией воздух откачивается из матрицы. | Алюминий | Почти нулевая пористость, свариваемые детали |
| Полутвердые (тиксолитье) | Металл, инжектированный в полутвердом состоянии | Алюминий, Magnesium | Отличные механические свойства |
| Сжимающий кастинг | Во время затвердевания применяется высокое давление. | Алюминий | Структурная целостность, термообработка |
Для большинства крупносерийных автомобильных применений литье алюминия под давлением с холодной камерой это выбор по умолчанию. Вакуумное литье под давлением все чаще применяется для деталей конструкций электромобилей, где требуется свариваемость.

Доминирование литья под давлением в автомобилестроении не случайно. Он предлагает сочетание характеристик производительности, которые конкурирующие процессы просто не могут воспроизвести в масштабе.

Ни один производственный процесс не обходится без компромиссов. Понимание ограничений литья под давлением поможет вам избежать дорогостоящих сюрпризов.

Литые автомобильные компоненты выполняют структурные, термические, механические и эстетические функции. Процесс выбран именно потому, что он может одновременно удовлетворить несколько функциональных требований в одной детали.
Поворотные кулаки, кронштейны подрамника и компоненты подвески несут динамические нагрузки и должны соответствовать требованиям по усталостной долговечности, превышающим 10 миллионов циклов . Алюминиевые отливки под давлением с пределом прочности 280–320 МПа удовлетворяют этим требованиям, одновременно снижая массу на 40–50% по сравнению со стальными эквивалентами.
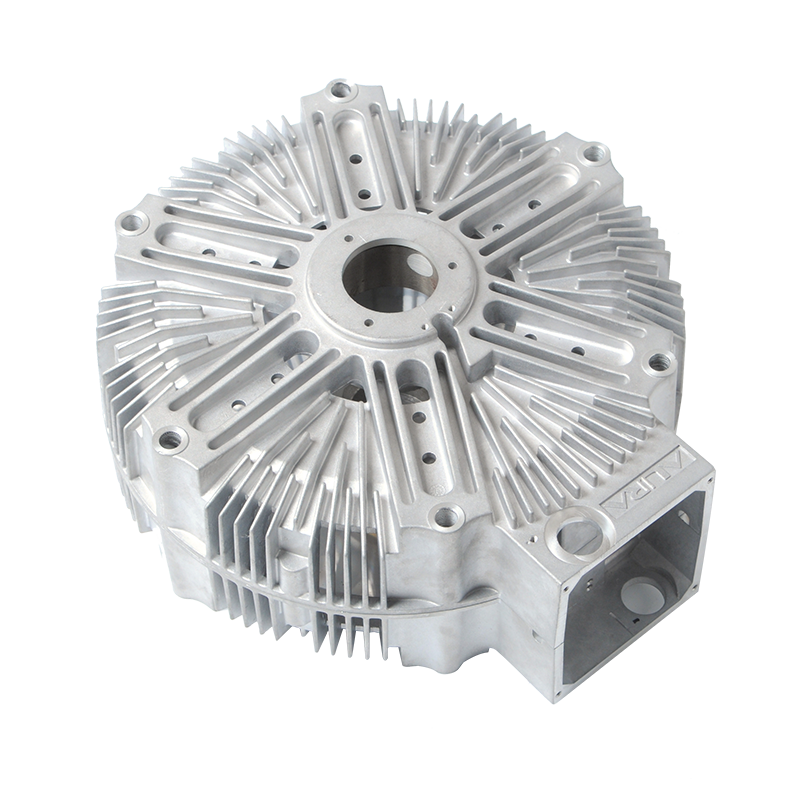
Блоки двигателей, головки цилиндров и все чаще корпуса аккумуляторов электромобилей используют возможность литья под давлением интегрировать сложные каналы охлаждения непосредственно в геометрию детали, что позволяет исключить паяные узлы и снизить термическое сопротивление.
Картеры трансмиссии, корпуса дифференциалов и корпуса насосов образуют герметичные камеры для жидкостей под давлением. Литье под давлением обеспечивает постоянство размеров, необходимое для надежного уплотнения прокладки без ручной установки.
В современных автомобилях в корпусах из литого алюминия и цинка размещаются ЭБУ, датчики и разъемы, обеспечивающие экранирование электромагнитных помех, пути заземления и защиту от вибрации и проникновения влаги.
Выбор материала является одним из наиболее важных решений при литье под давлением автозапчастей. Каждое семейство сплавов предлагает различное сочетание свойств, стоимости и технологичности.
| Сплав | Плотность (г/см³) | Предел прочности (МПа) | Типичные автомобильные приложения |
|---|---|---|---|
| Алюминий A380 | 2.71 | 310 | Блоки двигателя, корпуса, кронштейны |
| Алюминий ADC12 | 2.74 | 320 | Картеры коробки передач, аккумуляторные отсеки для электромобилей |
| Магний AZ91D | 1.81 | 230 | Приборные панели, рули |
| Цинк Замак 3 | 6.60 | 283 | Дверные ручки, детали замков, разъемы |
| Медь C83600 | 8.50 | 255 | Электрические клеммы, подшипники |
Алюминиевые сплавы доминируют в автомобильном литье под давлением , что составляет примерно 80% всех автомобильных отливок по весу. Тенденция к облегчению транспортных средств ускоряет переход от цинка и чугуна к алюминию, особенно в силовых агрегатах и конструкциях.

Электромобили коренным образом меняют спрос на литье под давлением. Отказ от двигателя внутреннего сгорания устраняет некоторые традиционные способы литья (головки цилиндров, блоки двигателей), одновременно создавая гораздо большие возможности для архитектур, ориентированных на электромобили.
Производители электромобилей преимущественно используют высокопластичные алюминиевые сплавы который может выдерживать ударные нагрузки без разрушения — требование, обусловленное правилами защиты аккумуляторов. Такие сплавы, как Силафонт-36 (AlSi10MnMg), Аурал-2 и фирменные составы оптимизированы для:

Наиболее преобразующей тенденцией в области кастинга электромобилей является гига-кастинг — на станках с усилием смыкания от 6000 до 16000 тонн производить массивные цельные конструкционные отливки, заменяющие сотни штампованных и сварных деталей. Например, задняя часть кузова Tesla Model Y консолидируется примерно 70 отдельных деталей в одном литом компоненте , что сокращает время сборки на 30% и вес на 10%.
Ключевые области применения EV для литья под давлением включают в себя:
Мировой рынок литья под давлением электромобилей оценивается примерно в 5,8 миллиарда долларов в 2023 году и, по прогнозам, к 2032 году превысит 18 миллиардов долларов, что обусловлено темпами внедрения электромобилей и распространением технологии гига-литья среди OEM-производителей, включая Volvo, Toyota и Rivian.

Литье под давлением применяется практически во всех системах транспортных средств. Ниже приведены наиболее важные области применения:
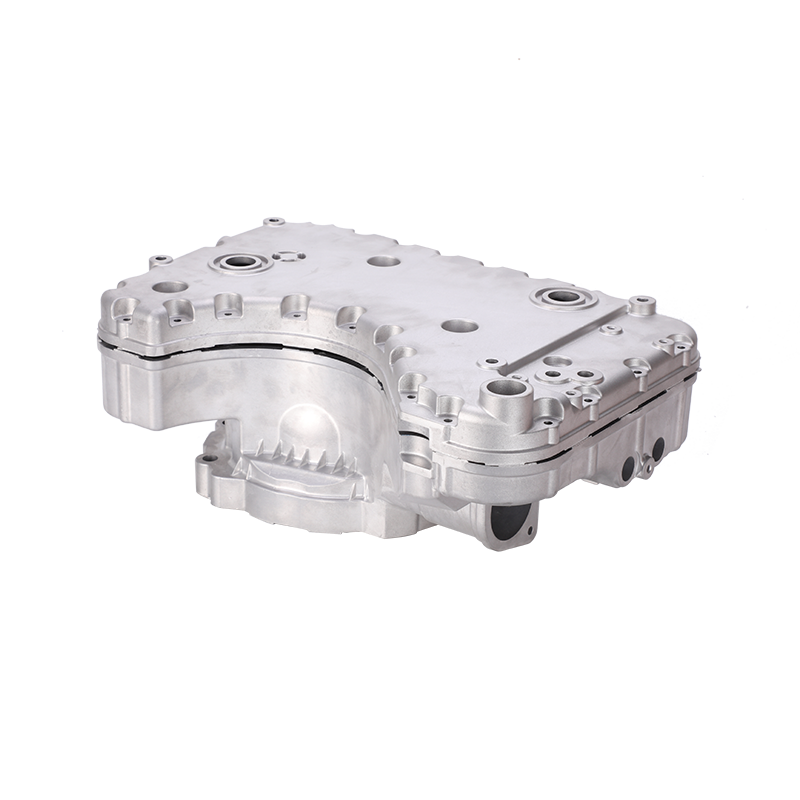
Блоки двигателей, головки цилиндров, масляные поддоны, крышки ГРМ и картеры трансмиссии исторически были основой автомобильного литья под давлением. Типичный двигатель V6 может содержать 15–20 литых компонентов , каждый из которых требует сложного внутреннего отбора керна и жестких допусков на диаметр отверстия.
Поворотные кулаки, кронштейны рычагов подвески и узлы подрамника все чаще отливаются из алюминия, заменяя кованую сталь для уменьшения неподрессоренной массы. Снижение неподрессоренной массы даже на 1 кг на поворот заметно повышает частоту езды и управляемость.
Дверные ручки, кронштейны для зеркал, регуляторы сидений и элементы декоративной отделки обычно отливаются из цинка, что позволяет использовать способность цинка выдерживать жесткие допуски на участках с тонкими стенками, например 0,4 мм .
Корпуса компрессоров, корпусов насосов, корпусов термостатов и корпусов клапанов для систем отопления, вентиляции и кондиционирования воздуха и систем охлаждения обычно изготавливаются из литого под давлением алюминия, выбранного из-за их герметичности и совместимости с химическими составами охлаждающей жидкости.
Корпуса блоков управления двигателем, кронштейны радарных датчиков и корпуса разъемов являются одними из самых быстрорастущих областей применения литья под давлением в современных автомобилях, что обусловлено распространением ADAS и подключенной автомобильной электроники.

Большинство отлитых под давлением автомобильных деталей требуют одной или нескольких операций отделки для удовлетворения функциональных или эстетических требований. Выбор правильного процесса отделки так же важен, как и сами параметры литья.
Выбор поставщика — это стратегическое решение, которое влияет на стоимость, качество и устойчивость цепочки поставок на протяжении всего срока действия программы. Не выбирайте исключительно по цене за штуку — качество оснастки, управление процессом и возможности разработки приложений одинаково важны.
Оцените диапазон тоннажа оборудования поставщика, возможности проектирования штампов (собственные или сторонние) и системы управления технологическими процессами. Что касается деталей конструкции электромобиля, убедитесь, что они имеют возможность литья под давлением или литья под давлением, а также имеют опыт работы со сплавами с высокой пластичностью.
Как минимум, поставщики автомобильного литья под давлением должны соблюдать ИАТФ 16949 сертификацию и управление процессом APQP/PPAP. Запросите данные Cpk (цель ≥1,67 для критических размеров) и показатели уровня дефектов (цель ≤50 ppm для автомобилей первого уровня).
Лучшие поставщики на раннем этапе проектирования оптимизируют геометрию детали для обеспечения литьевых качеств, снижая сложность инструмента и время цикла. Найдите примеры использования DFM, демонстрирующие результаты консолидации деталей или повышения доходности.
Поставщики, обладающие собственными возможностями механической обработки, отделки и сборки, сокращают количество уровней и сложность логистики. Для глобальных программ убедитесь, что у поставщика есть возможность работы на нескольких площадках или квалифицированные источники резервного копирования.
Литье под давлением — отличный выбор, когда совпадают несколько условий. Для оценки соответствия используйте следующую схему:
| Фактор | Предпочтительно литье под давлением | Рассмотрите альтернативы |
|---|---|---|
| Годовой объем | >5000 деталей/год | <5000 (литье в песок, 3D-печать) |
| Материал | Al, Zn, Mg, Cu | Сталь, титан, инконель |
| Сложность геометрии | Сложный, многофункциональный, тонкостенный | Простые призматические формы (механическая обработка) |
| Структурная критичность | От умеренного до высокого (с вакуумом) | Высший класс безопасности (ковка) |
| Требования к отделке поверхности | Допускается Ra 1–3 мкм в литом состоянии | Требуется зеркальная отделка (механическая обработка) |
| Время выхода на рынок | Приемлемый срок изготовления оснастки — 8–16 недель. | Необходимое количество недель (3D-печать, механическая обработка) |
Если ваша деталь изготовлена из алюминия или цинка, производится более 10 000 единиц в год и имеет внутренние каналы или сложную внешнюю геометрию, литье под давлением почти наверняка будет наиболее экономически эффективным вариантом. Для небольших объемов, критически важных с точки зрения безопасности применений, требующих кованой микроструктуры или экзотических сплавов, рассмотрите альтернативные варианты.

Литье цинка под давлением позволяет получить стенки толщиной до 0,4–0,6 мм ; Практический минимум алюминия обычно составляет 1,0–1,5 мм для деталей автомобильных конструкций. Слишком тонкие стены могут привести к холодному закрытию и неполному заполнению.
Ухоженная матрица из инструментальной стали H13 обычно производит 100 000–500 000 выстрелов for aluminum castings and up to 1,000,000 shots for zinc. Срок службы матрицы во многом зависит от геометрии детали, температуры сплава и конструкции контура охлаждения.
Стандартные детали, отлитые под высоким давлением (HPDC), содержат захваченный газ и обычно не свариваемый . Детали, отлитые под вакуумом или под давлением из сплавов с высокой пластичностью (например, Силафонт-36), можно сваривать MIG/TIG и использовать в конструкционных кузовах электромобилей.
Гига-литье подразумевает использование очень больших машин для литья под давлением (усилие смыкания 6 000–16 000 тонн) для производства цельных отливок структурных корпусов. Тесла стал пионером этой технологии. with its Model Y rear underbody, and competitors including Volvo, Toyota, BYD, Geely, and Rivian are actively implementing similar processes.
Промышленная рентгенография (2D- и 3D-КТ-сканирование) является основным методом контроля внутренней пористости в отливках, критичных с точки зрения безопасности. ASTM E505 и ASTM E155 предоставляют эталонные рентгенограммы для приемлемых уровней пористости при литье под давлением алюминия и магния.
Для типичного литья под давлением алюминиевого автомобиля ожидайте 16–24 недели от заморозки проекта до первых деталей, одобренных PPAP: 8–12 недель на изготовление штампов, 2–4 недели на пробные испытания и оптимизацию процесса и 4–8 недель на документацию и утверждение PPAP.
Шероховатость поверхности отлитого под давлением алюминия обычно составляет Ra. 1,6–3,2 мкм на плоских поверхностях и Ra 3,2–6,3 мкм в зонах сложной геометрии или вблизи мест вентиляции. Полированные поверхности матрицы могут достигать Ra 0,8 мкм на косметических поверхностях.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo