Получите цитату
Литье под давлением является одним из наиболее эффективных и экономичных процессов производства металлов, доступных сегодня. Короче говоря: Если вам нужны большие объемы точных и сложных металлических деталей, лучшим вариантом будет литье под давлением. . Он обеспечивает жесткие допуски на размеры, превосходное качество поверхности и короткое время цикла, с которым могут сравниться лишь немногие другие процессы. Это руководство охватывает все, что вам нужно знать — от того, как работает этот процесс, до его ограничений, методов и реальных приложений.

Литье под давлением — это процесс литья металла, при котором расплавленный металл под высоким давлением нагнетается в многоразовую стальную форму (называемую «матрицей»). Как только металл затвердевает, матрица открывается и готовая деталь выбрасывается. Затем форму можно использовать снова — обычно от десятков тысяч до сотен тысяч циклов.
К наиболее часто используемым металлам при литье под давлением относятся: сплавы алюминия, цинка, магния и меди . Алюминий, безусловно, является самым популярным из-за его превосходного соотношения прочности и веса, коррозионной стойкости и теплопроводности.
В отличие от литья в песчаные формы, при котором используются одноразовые формы, при литье под давлением используются постоянные стальные инструменты. Это делает его идеальным для крупносерийного производства, где решающее значение имеют стабильность и повторяемость.

Цикл литья под давлением следует последовательной последовательности:
Время цикла зависит от размера и сложности детали, но обычно составляет от от нескольких секунд до нескольких минут . Хорошо оптимизированная линия литья под давлением алюминия может производить сотни деталей в час.

Два основных метода литья под давлением различаются тем, как расплавленный металл вводится в матрицу:
При литье под давлением с горячей камерой механизм впрыска погружается непосредственно в расплавленный металл. Этот метод предлагает более быстрое время цикла и лучше всего подходит для металлов с низкой температурой плавления, таких как сплавы цинка, олова и свинца. Он не подходит для алюминия, так как алюминий может вызвать эрозию погруженных в воду компонентов.
При литье под давлением с холодной камерой расплавленный металл перед каждым впрыском заливается в отдельную камеру дроби. Этот подход используется для сплавы алюминия, магния и меди — металлы с более высокими температурами плавления, которые могут повредить систему с горячей камерой. Хотя литье под давлением с холодной камерой немного медленнее, чем в горячей камере, оно позволяет производить более прочные и долговечные детали.
| Особенность | Горячая камера | Холодная камера |
|---|---|---|
| Подходящие металлы | Цинк, Олово, Свинец | Алюминий, Магний, Медь |
| Скорость цикла | Быстрее | Немного медленнее |
| Давление впрыска | Нижний | Высшее |
| Прочность детали | Умеренный | Высшее |
| Типичные применения | Мелкие потребительские детали | Автомобильная, промышленная |

Литье под давлением постоянно обеспечивает допуски ±0,1 мм или ближе , что часто устраняет необходимость вторичной механической обработки. Такой уровень повторяемости тысяч деталей трудно сравнить с другими методами литья.
После установки оснастки машины для литья под давлением могут работать круглосуточно, производя детали за кратчайшие циклы. 15–20 секунд для небольших алюминиевых компонентов. Такая производительность делает его одним из самых быстрых методов производства металлических деталей в больших объемах.
Литье под давлением поддерживает сложные внутренние детали, тонкие стенки (такие тонкие, как 0,5 мм в некоторых алюминиевых изделиях), подрезы и детали, имеющие форму, близкую к заданной, которые были бы дорогостоящими или невозможными при механической обработке.
Хотя первоначальные затраты на оснастку значительны, стоимость детали резко падает при увеличении масштаба. При объемах производства в десятки тысяч и более литье под давлением обычно гораздо более экономично, чем обработка на станке с ЧПУ или другие процессы.

Литье под давлением не обходится без компромиссов. Понимание его ограничений помогает определить, подходит ли этот процесс для вашего проекта.
Одна алюминиевая форма для литья под давлением может стоить от От $10 000 до $100 000 , в зависимости от сложности. Это делает литье под давлением плохим выбором для прототипов или очень небольших объемов производства.
Литье под давлением ограничивается цветными металлами. Сталь и железо нельзя отливать под давлением, поскольку их высокие температуры плавления могут разрушить стальные штампы. Если для вашего проекта требуется черный металл, необходимо рассмотреть альтернативные процессы, такие как литье по выплавляемым моделям или литье в песчаные формы.
Во время впрыска воздух может попасть в полость матрицы, создавая внутреннюю пористость. Это может поставить под угрозу механическую прочность и сделать деталь непригодной для герметичного применения, если только это не контролируется с помощью вакуумного литья под давлением или других методов.
Большинство машин для литья под давлением подходят для деталей толщиной примерно до 25 кг . Очень большие детали лучше обрабатывать методом литья в песчаные формы или другими гравитационными процессами.
Стальные штампы со временем изнашиваются, особенно при работе с жаропрочными сплавами. Правильные графики технического обслуживания необходимы для сохранения точности размеров и продления срока службы матрицы. От 100 000 до 500 000 выстрелов в зависимости от материалов и параметров процесса.
Являясь китайским производителем пресс-форм для литья под давлением и заводом по изготовлению пресс-форм для литья под давлением, компания Нинбо Jieda Molding & Machine Co., Ltd. предлагает широкий спектр процессов литья, подходящих для деталей различной геометрии, материалов и объема.
Самый распространенный метод литья под давлением. Расплавленный металл впрыскивается под давлением до 25 000 фунтов на квадратный дюйм , производя плотные, точные детали с превосходным качеством поверхности. Jieda управляет машинами Lijin из Гонконга. от 200Т до 1600Т усилие зажима, позволяющее приспособить широкий диапазон размеров деталей.
Металл проталкивается вверх в матрицу под низким давлением (обычно 0,7–1,0 бар ), что позволяет лучше контролировать поток металла и снизить турбулентность. Этот метод особенно подходит для деталей конструкций, требующих более высоких механических свойств и меньшей пористости.
Экономичный выбор для мелкосерийного производства или изготовления изделий большой сложности со сложной геометрией, где постоянная оснастка не оправдана с точки зрения затрат. Песчаные формы создаются по шаблону и выбрасываются после каждой заливки, что делает этот метод очень гибким.
Восковой образец покрывается керамическим материалом оболочки, а затем расплавляется, образуя точную полость. Литье по выплавляемым моделям позволяет получать детали с исключительной детализацией поверхности и точностью, которые часто используются для компонентов аэрокосмической отрасли, медицинских приборов и сложных промышленных деталей.
Расплавленный металл заливают в постоянную металлическую форму под действием силы тяжести, а не давления. Это приводит к более низкой пористости, чем литье под высоким давлением, и хорошо подходит для среднесерийного производства более плотных, структурно сложных деталей.

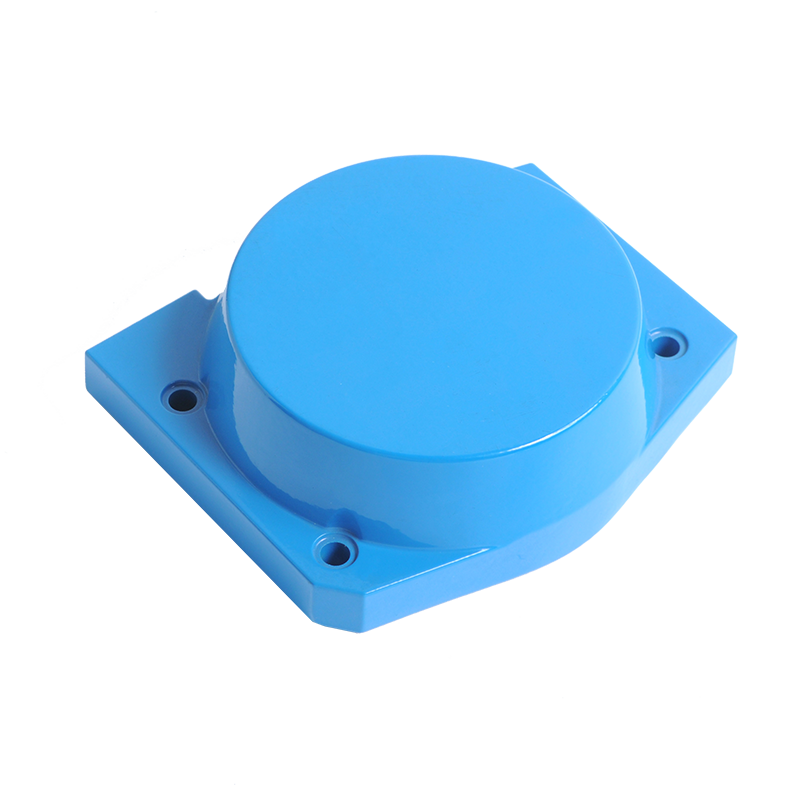
Необработанные литые детали часто требуют поверхностной или вторичной обработки, прежде чем они будут готовы к использованию. Обычные отделочные операции включают в себя:
Компания Jieda предоставляет полный спектр услуг по обработке и окончательной обработке поверхности наряду с операциями литья, поставляя готовые к использованию компоненты клиентам в автомобильной, моторной, пневматической, коммуникационной и новой энергетической отраслях.
Литье под давлением используется практически во всех крупных отраслях промышленности, где требуются металлические компоненты в больших объемах. Ключевые области применения включают в себя:
| Промышленность | Типичные литые детали | Общий материал |
|---|---|---|
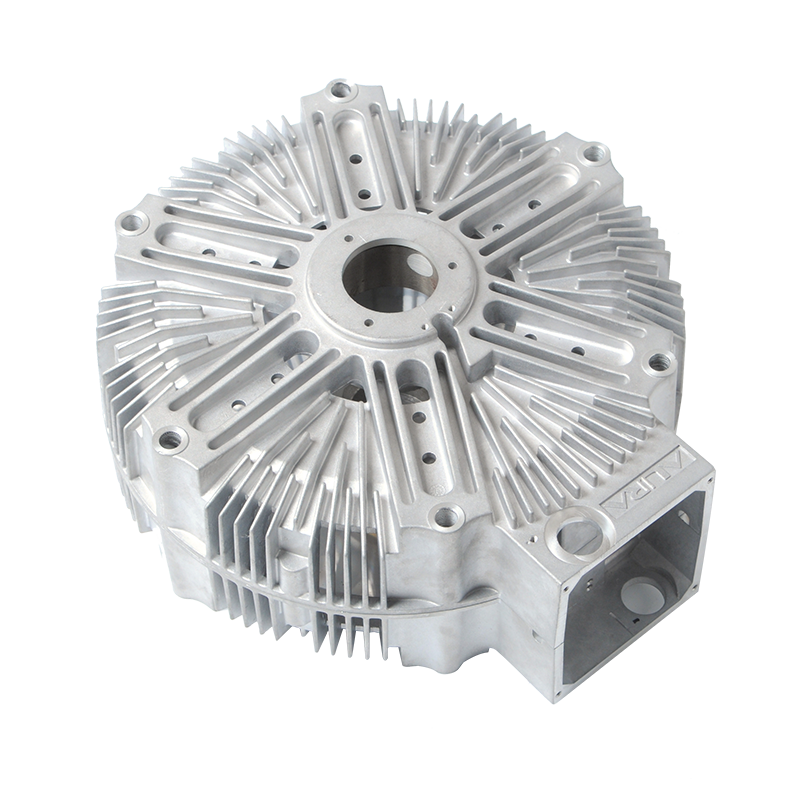
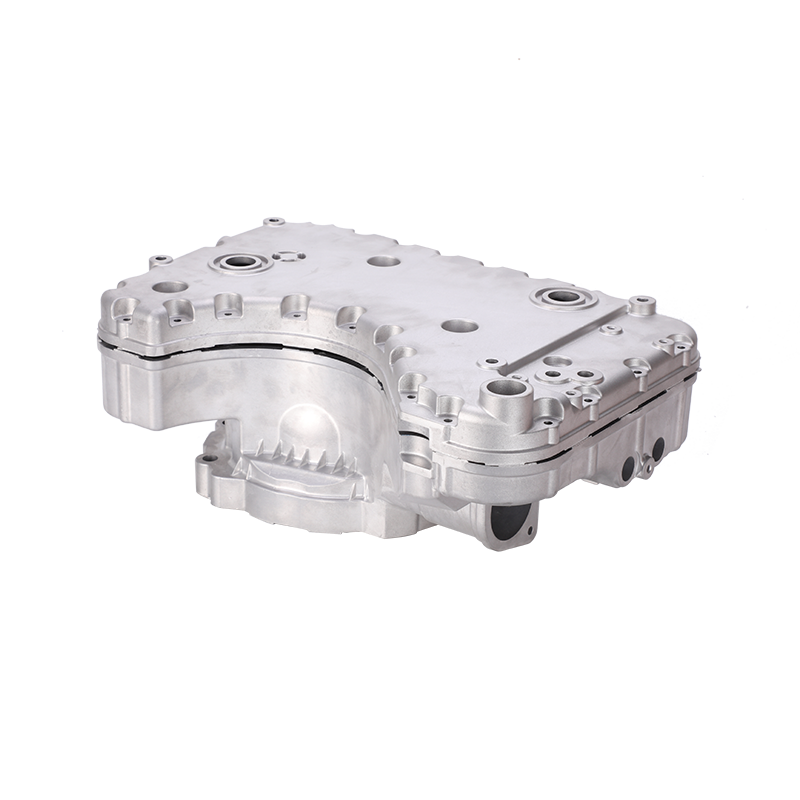
| Автомобильная промышленность | Картеры двигателя, картеры трансмиссии, кронштейны | Алюминий, Магний |
| Электродвигатели | Торцевые щиты, корпуса, рамы роторов | Алюминий |
| Пневматика | Корпуса клапанов, корпуса цилиндров | Алюминий, Zinc |
| Телекоммуникации | Корпуса, радиаторы, компоненты антенны | Алюминий, Zinc |
| Новая Энергия / Фотоэлектрическая | Корпуса инверторов, монтажные рамы | Алюминий |
| Освещение | Корпуса светодиодов, корпуса ламп, радиаторы | Алюминий |
| Редукторы / Редукторы | Корпуса редукторов, коробки передач | Алюминий |

Основанная в 1987 году, Ningbo Jieda Molding & Machine Co., Ltd. — национальное высокотехнологичное предприятие, расположенное в Бэйлуне, Нинбо — городе, признанном «родиной пресс-форм для литья под давлением в Китае». Обладая более чем 35-летним опытом, Джиеда привносит в каждый проект сочетание глубоких технических знаний и проверенных производственных масштабов.
Ключевые возможности и полномочия включают в себя:
Расположение Jieda в Бейлуне также обеспечивает прямые логистические преимущества — рядом с Порт Бейлун и скоростная автомагистраль Ханчжоу-Нинбо, обеспечивающая быструю и надежную международную доставку клиентам по всему миру.
Литье под давлением — правильный выбор, если ваш проект соответствует этим критериям:
Если ваши объемы невелики, ваша деталь очень большая или вам требуется черный материал, альтернативные методы литья, такие как литье в песчаные формы или литье по выплавляемым моделям, могут быть более подходящими. Команда инженеров Jieda может оценить ваши конкретные требования и порекомендовать наиболее подходящий процесс — будь то литье под высоким давлением, литье под низким давлением, гравитационное литье или другой метод.
Свяжитесь с Джиедой сегодня чтобы обсудить ваш проект и получить индивидуальное решение, подкрепленное более чем тридцатилетним опытом точного литья под давлением.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo