Получите цитату
Проектирование литых автомобильных деталей требует тщательного баланса между четырьмя аспектами: выбором материала, структурной оптимизацией, термообработкой и обработкой поверхности, чтобы достичь единства высокой прочности и обрабатываемости.
Применение высокопрочных сплавов. Выбор алюминиевых сплавов, содержащих соответствующие количества кремния (Si) или магния (Mg) (например, ADC12, A380), повышает прочность на разрыв и твердость материала, тем самым обеспечивая соответствие стандартам автомобильной безопасности.
Низкая склонность к горячему растрескиванию: оптимизация содержания кремния снижает усадку материала, сводя к минимуму риск горячего растрескивания во время литья и улучшая общее качество формования.
Повышенная коррозионная стойкость: добавление в сплав цинка (Zn) или меди (Cu) повышает коррозионную стойкость алюминиевого сплава, продлевая срок службы деталей.
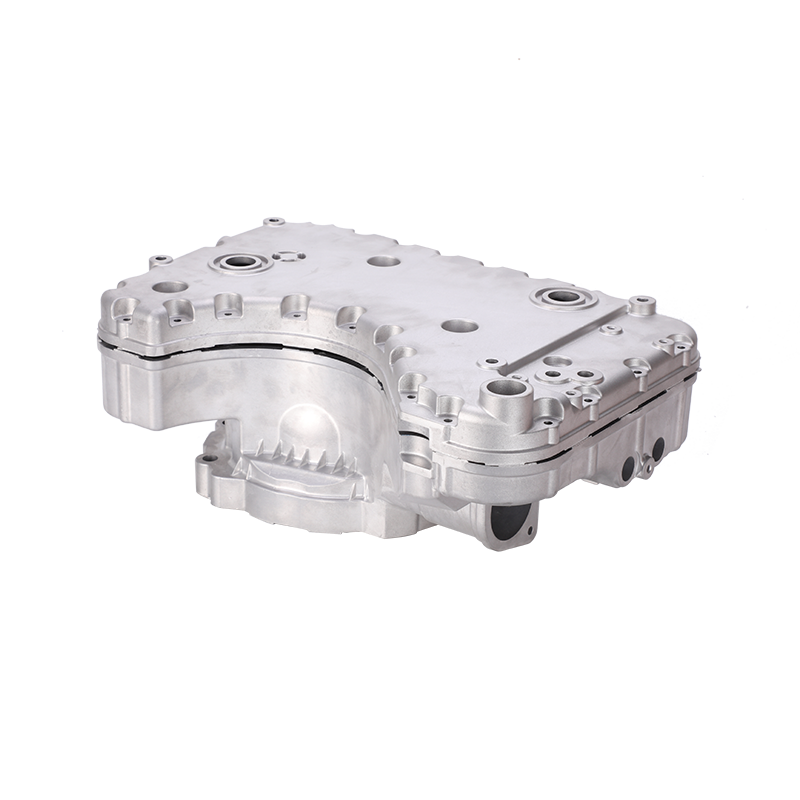
Однородность толщины стенки: благодаря разумному проектированию угла уклона, контролю соотношения максимальной и минимальной толщины стенки детали (рекомендуется быть в пределах 1,8) можно избежать коробления и растрескивания, вызванных неравномерным термическим напряжением.
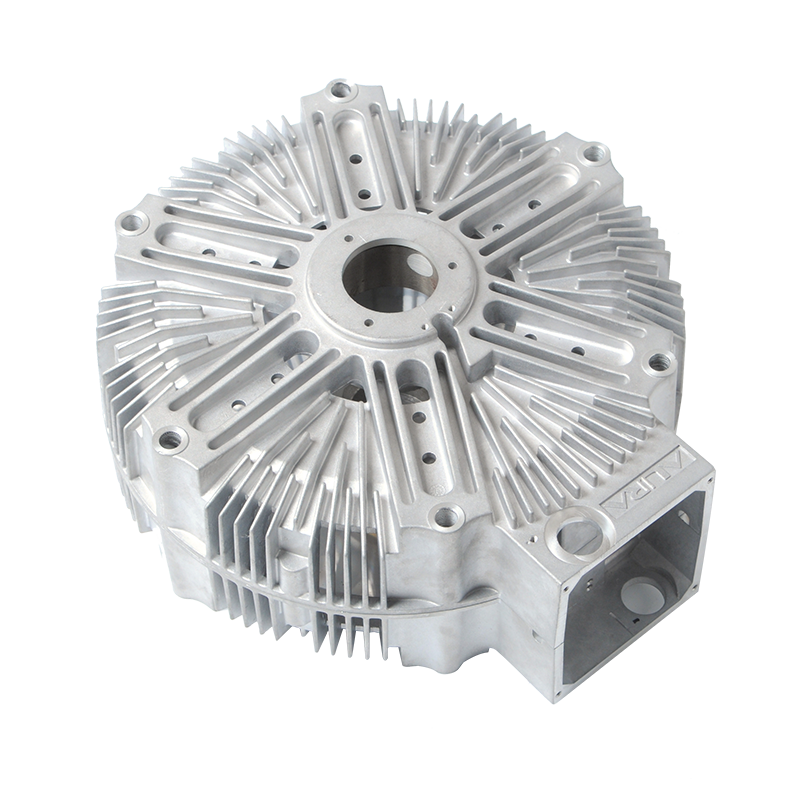
Оптимизация распределения напряжений. Ребра жесткости или усиление конструкции спроектированы в критических точках напряжения, чтобы противостоять ударным и вибрационным нагрузкам в рабочей среде, тем самым повышая прочность.
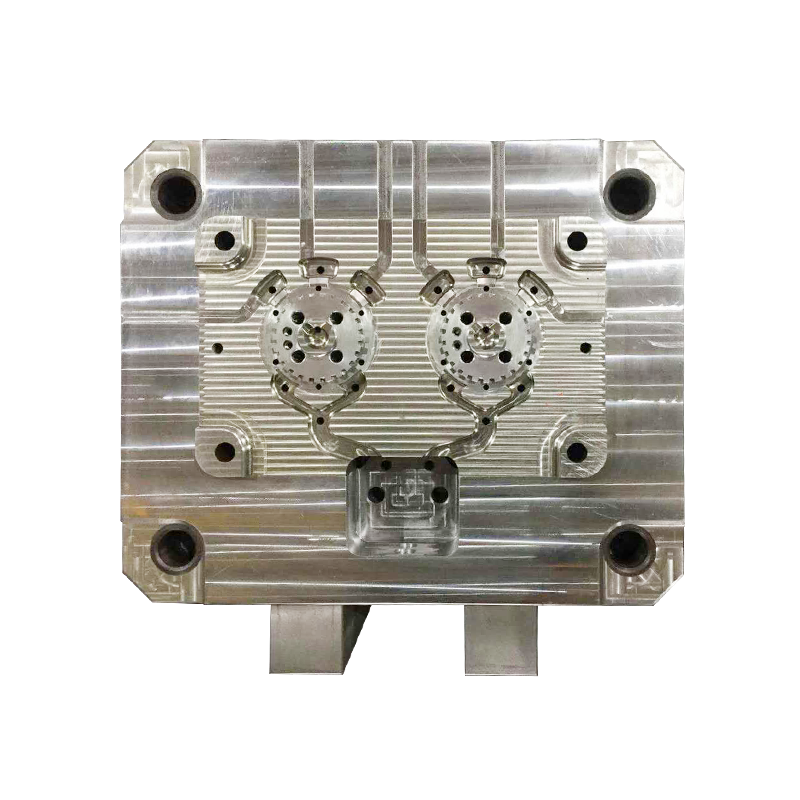
Проектирование системы охлаждения. Моделирование методом конечных элементов (FEA) используется для рационального расположения охлаждающих отверстий и желобов, обеспечивая равномерное распределение температуры в отливке и снижая остаточное напряжение.
Термическая обработка T6: обработка на раствор и искусственное старение значительно улучшают прочность и твердость алюминиевого сплава.
Снятие напряжений: после формовки проводится низкотемпературный отжиг, чтобы уменьшить внутреннее напряжение и предотвратить деформацию отливки во время последующей обработки или использования.
Контроль параметров термообработки: строгий контроль скорости нагрева и охлаждения, а также времени выдержки обеспечивает однородность и повторяемость термообработки.
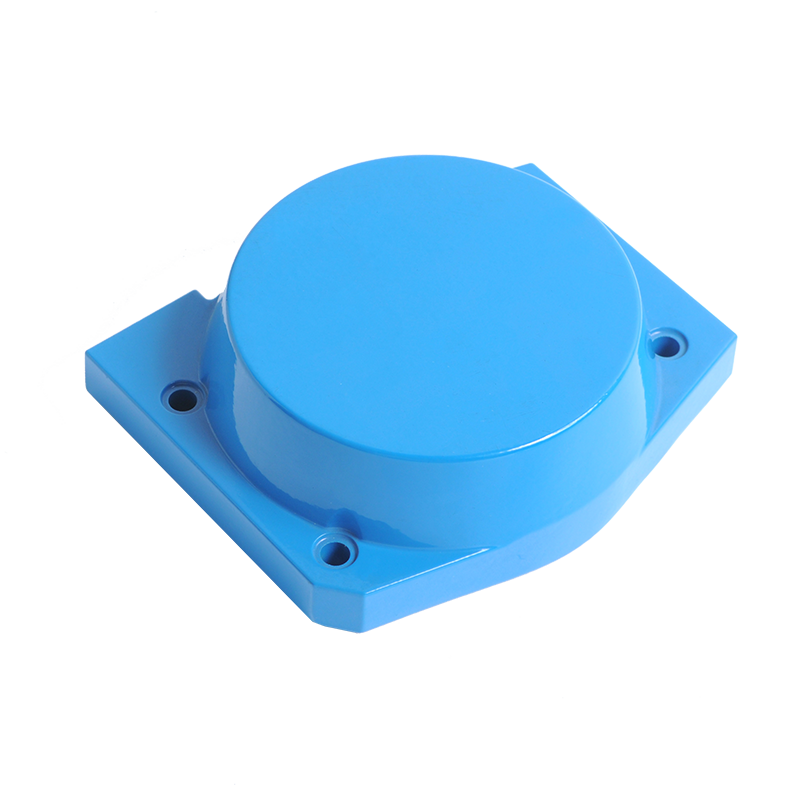
Поверхностная закалка: процессы анодирования или твердого анодирования используются для повышения твердости поверхности и износостойкости деталей, подходящих для применений с высокой степенью износа, таких как компоненты двигателей.
Прецизионная обработка: для критических размеров, требующих высокой прочности, вторичная обработка выполняется с использованием высокоточного обрабатывающего центра с ЧПУ для обеспечения точности размеров и качества поверхности.
Смазка и удаление остатков: в процессе литья под давлением добавляется соответствующее количество разделительной смазки, чтобы уменьшить прилипание формы, улучшить качество поверхности отливки и уменьшить объем последующих шлифовальных работ.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo