Получите цитату
В современном промышленном производстве Литье под давлением деталей двигателя превратилась из традиционных процессов литья в высокоточную и высокоэффективную технологию производства. В настоящее время мировой рынок литья под давлением деталей двигателей расширяется со среднегодовыми темпами роста 5,8% , при этом размер рынка, по прогнозам, превысит 42 миллиарда долларов США к 2028 году. Технология литья под давлением не только значительно повышает плотность и размерную точность деталей двигателя, но и контролирует уровень брака ниже уровня 1,5% за счет автоматизации производства, что делает его незаменимым ключевым звеном в цепочке поставок автомобилестроения.
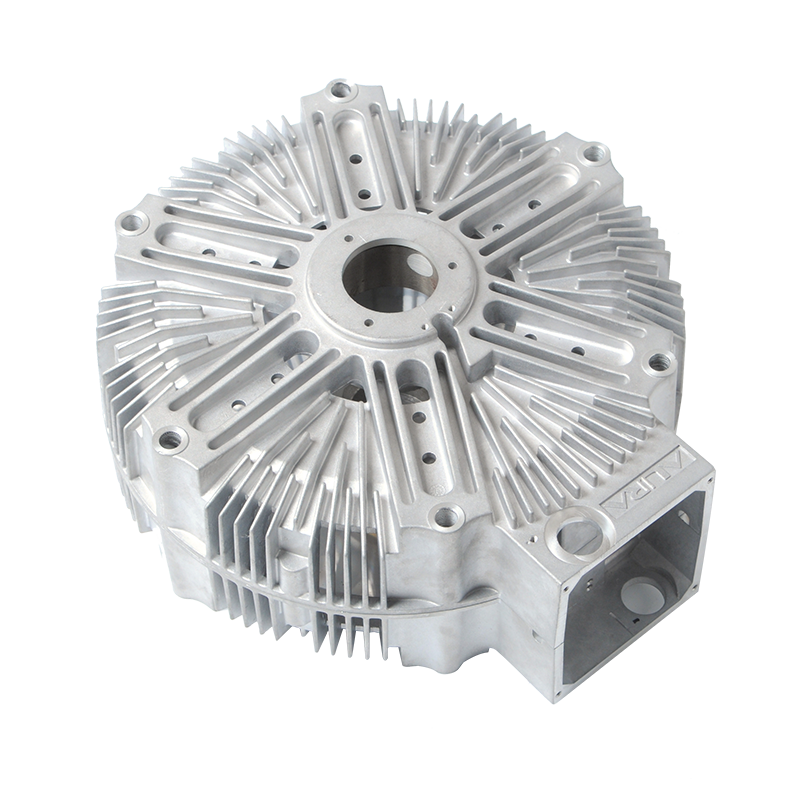
Для производителей освоение передовых процессов литья под давлением означает получение тройных преимуществ в качестве продукции, производственных затратах и циклах доставки. Если взять в качестве примера корпусы двигателей из алюминиевого сплава, то после литья под высоким давлением толщина стенок может быть уменьшена до уровня ниже 2,5 мм вес снижается более чем 30% , а эффективность рассеивания тепла улучшается на 20% — эти показатели эффективности напрямую определяют конкурентоспособность двигателей в транспортных средствах на новой энергии и в приложениях промышленной автоматизации.
Процесс производства деталей двигателя прошел три ключевых этапа. Первый этап — гравитационное литье, при котором форма заполняется собственным весом расплавленного металла. Он подходит для деталей простой конструкции и с более низкими требованиями к точности, но имеет высокую пористость и плохую шероховатость поверхности. Второй этап — литье под низким давлением, при котором расплавленный металл плавно выталкивается в форму под давлением воздуха, уменьшая пористость до 3%-5% , но все еще не соответствует требованиям к прецизионным деталям двигателя.
На третьем этапе, который представляет собой современную технологию литья под высоким давлением, достигается давление впрыска 30-150 МПа . Расплавленный металл быстро заполняет полость формы под высоким давлением, при этом время охлаждения сокращается до 3-8 секунд и производственные циклы, достигающие 30-60 секунд на выстрел . Если взять в качестве примера крышки со стороны двигателя, то изделия, отлитые под высоким давлением, могут контролировать допуски размеров в пределах ±0,05 мм , при значениях Ra шероховатости поверхности ниже 1,6 мкм , полностью отвечающий требованиям точной посадки для сборки двигателя.
В настоящее время отрасль ускоряет переход к интеллектуальным ячейкам литья под давлением. Полноценная интеллектуальная система литья под давлением объединяет мониторинг температуры в реальном времени, анализ кривой давления и роботизированное автоматическое извлечение деталей. Данные показывают, что после внедрения интеллектуальных систем контроля температуры колебания температуры жидкого алюминия сократились с ±15°C до ±3°С . В результате улучшение стабильности размеров уменьшает последующие припуски на обработку на 40% , снижая затраты на обработку детали за счет 12%-18% .
Контроль качества при литье деталей двигателя под давлением зависит от точного регулирования множества параметров процесса. В следующей таблице сравнивается влияние различных настроек параметров на типичные дефекты:
| Параметр процесса | Рекомендуемый диапазон | Первичные сопутствующие дефекты | Уровень воздействия |
|---|---|---|---|
| Температура жидкости алюминия | 660-720°С | Холодное закрытие, пайка | Высокий |
| Температура пресс-формы | 180-260°С | Пористость, горячие трещины | Высокий |
| Скорость впрыска | 2-6 м/с | Захваты воздуха, оксидные включения | Средне-высокий |
| Давление интенсификации | 30-80 МПа | Усадочная пористость, недостаточная плотность | Высокий |
| Время пребывания | 3–10 секунд | Усадочная пористость, отклонение размеров | Средний |
Как показано в таблице, температура алюминиевой жидкости, температура пресс-формы и давление интенсификации — это три основных параметра, влияющих на качество литья под давлением деталей двигателя. На примере литья под давлением корпуса двигателя, когда температура формы падает ниже 180°С , уровень дефектов при холодном закрытии превышает 8% ; когда давление усиления недостаточно при 30 МПа , внутренняя усадочная пористость может превышать 5% , что серьезно влияет на герметичность двигателя и эффективность рассеивания тепла.
В области литья под давлением деталей двигателей алюминиевые сплавы занимают более 85% доли рынка, при этом ADC12 и A380 являются двумя наиболее часто используемыми марками. ADC12 имеет содержание кремния 9,6%-12,0% , обеспечивающий превосходную текучесть, подходящую для изготовления тонкостенных, сложных торцевых крышек двигателей и распределительных коробок; А380 имеет содержание меди 3,0%-4,0% , с пределом прочности, достигающим 320 МПа , что делает его более подходящим для кронштейнов и оснований двигателей, подвергающихся высоким механическим нагрузкам.
Однако традиционные алюминиевые сплавы сталкиваются с узкими местами в области теплопроводности. Чистый алюминий имеет теплопроводность 237 Вт/(м·К) , а ADC12 падает примерно до 96 Вт/(м·К) из-за высокого содержания кремния. Чтобы удовлетворить высокие требования к рассеиванию тепла в приводных двигателях транспортных средств на новых источниках энергии, отрасль продвигает алюминиевые сплавы с низким содержанием кремния и высокой теплопроводностью, которые могут увеличить теплопроводность до 150-170 Вт/(м·К) при сохранении достаточной текучести отливки.
Плотность магниевого сплава составляет всего 64% показатель из алюминиевого сплава (1,81 г/см³ против 2,71 г/см³), демонстрируя огромный потенциал в облегчении двигателя. Корпуса двигателей, отлитые под давлением из магниевого сплава AZ91D, могут быть 25%-30% легче, чем алюминиевые версии, а удельная прочность (отношение прочности к плотности) улучшается более чем 15% . В настоящее время детали двигателей, отлитые под давлением из магниевого сплава, применяются серийно в некоторых высокопроизводительных электроинструментах и двигателях дронов, причем ежегодные темпы роста превышают 12% .
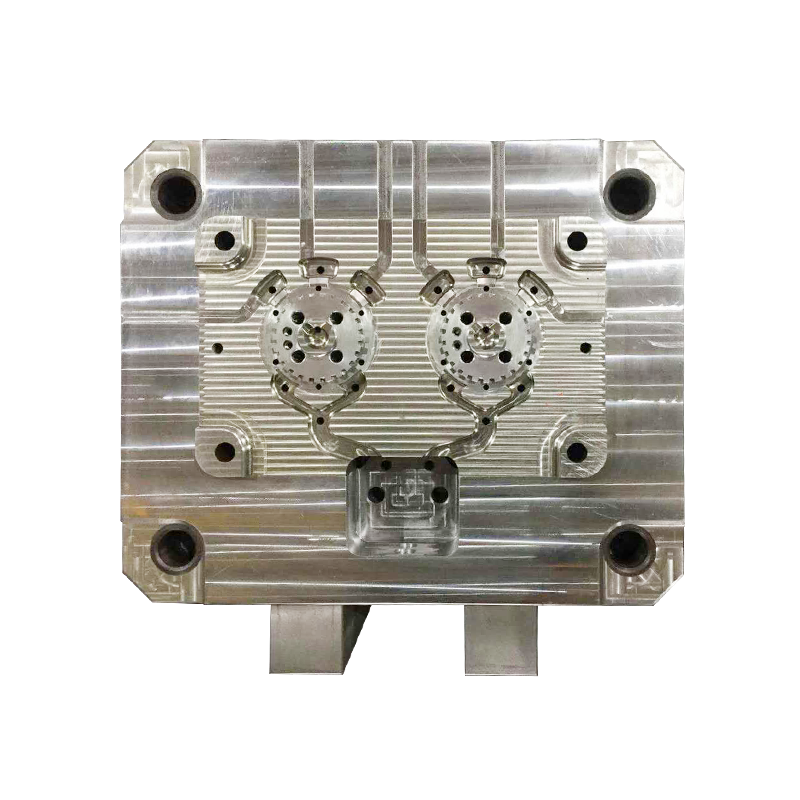
Пресс-формы для литья под давлением представляют собой первый шаг, определяющий качество деталей двигателя: точность их конструкции и срок службы напрямую влияют на производственные затраты и стабильность продукта. Для формы для литья под давлением корпуса двигателя шероховатость поверхности полости должна контролироваться ниже Ра 0,4 мкм , с точностью до установочного зазора, достигающей 0,02 мм уровень.
Выбор стали для пресс-формы не менее важен. Инструментальная сталь для горячей обработки H13, обладающая превосходной стойкостью к термической усталости, стала основным материалом для форм для литья под давлением деталей двигателей, твердость которой обычно контролируется на уровне СПЧ 44-48 . При нормальных условиях использования и технического обслуживания пресс-форма H13 может выполнять 80 000–120 000 циклы литья под давлением. Благодаря передовой технологии азотирования поверхности срок службы пресс-формы может быть увеличен более чем на 150 000 циклов , что снижает стоимость амортизации пресс-формы за один выстрел на 35% .
Проектирование литников является основной технологией в разработке пресс-форм. Для торцевых крышек двигателя с неравномерной толщиной стенок используйте фановые ворота в сочетании с местная интенсификация процессы позволяют расплавленному металлу полностью заполнить полости внутри 0,3 секунды , эффективно избегая вихревого захвата воздуха. Фактические производственные данные показывают, что оптимизированная конструкция литников может снизить уровень дефектов пористости с 4,2% ниже 1,1% .

Обнаружение внутренних дефектов деталей двигателя в первую очередь основано на рентгеновском контроле и технологии промышленной компьютерной томографии. Для корпусов приводных двигателей новых энергетических транспортных средств стандартными критериями качества являются: индивидуальный диаметр пор, не превышающий 1,0 мм , а общая площадь пор составляет менее 2% площади поперечного сечения. Промышленная КТ высокого разрешения (разрешение 5 мкм ) позволяет 100% поточный контроль, циклы которого синхронизированы с производственными циклами литья под давлением, что гарантирует отсутствие дефектов.
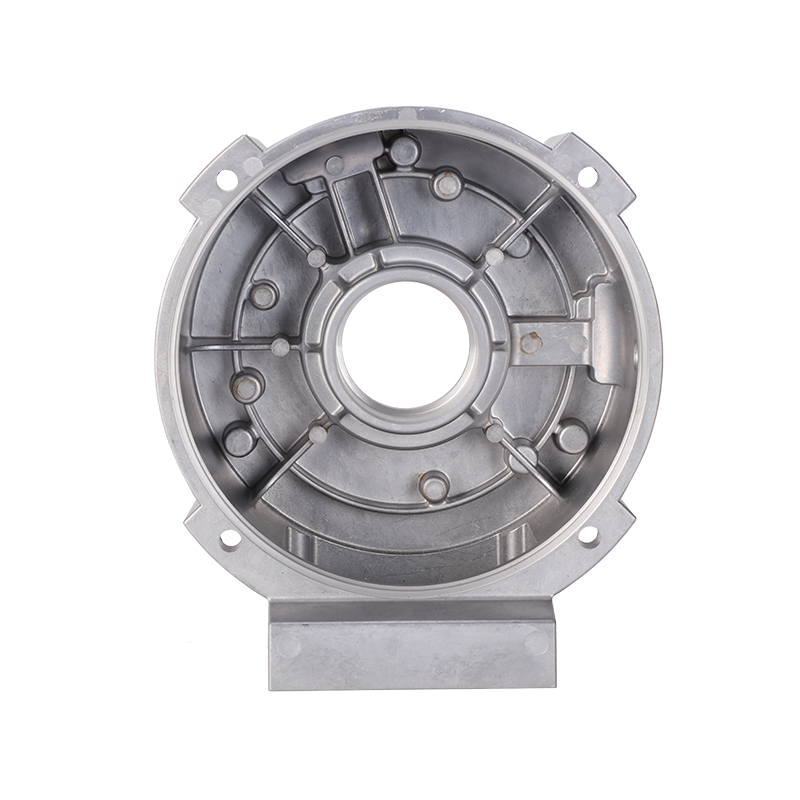
Детали двигателя, отлитые под давлением, обычно требуют прецизионной механической обработки для достижения окончательных размеров сборки. На примере корпусов подшипников электродвигателей резервируются литые заготовки. 0,8-1,2 мм припуск на обработку, а после обработки на станке с ЧПУ допуск на круглость контролируется в пределах 0,01 мм , при шероховатости поверхности Ra ниже 0,8 мкм , отвечающий требованиям точности для посадок подшипников с натягом.
Для обработки поверхности корпусов двигателей обычно используются процессы анодирования или электрофоретического покрытия. Толщина анодированной пленки контролируется при 8-15 мкм , увеличивая твердость поверхности выше ХВ 300 , обеспечивая при этом отличную изоляцию и устойчивость к коррозии. Требования к испытаниям в солевом тумане для деталей двигателя, предназначенных для использования на открытом воздухе, превышают 500 часов без красной ржавчины, что создает двойную проблему для плотности литья под давлением и процессов обработки поверхности.
В отрасли литья под давлением деталей двигателей наблюдаются три важные тенденции:
Для производителей решение этих тенденций требует синхронизированных инвестиций в модернизацию оборудования, исследования и разработки материалов и цифровизацию. Предприятия, оснащенные большими машинами для литья под давлением, указаны выше. 800Т Освоение технологии переработки вторичного алюминия и создание полных баз данных о процессах позволят получить значительные конкурентные преимущества на рынке в следующем году. 3-5 лет .
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo