Получите цитату
Литье под давлением деталей транспортных средств на новой энергии Технология претерпевает фундаментальный переход от традиционного литья под высоким давлением к комплексное сверхкрупномасштабное литье под давлением . По состоянию на 2025 год мировой рынок автомобильного литья под давлением достигнет примерно От 55 до 86,5 миллиардов долларов США и, по прогнозам, превысит От 90 до 144 миллиардов долларов США к 2034 году, при этом совокупный годовой темп роста будет поддерживаться между 5,5% и 7,5% . На алюминиевые сплавы приходится около 70% доли материала, в то время как процессы литья под высоким давлением занимают около 60% доли процесса. В секторе транспортных средств на новой энергии корпуса аккумуляторов, корпуса двигателей, корпуса блоков управления и детали кузова стали четырьмя основными сценариями применения технологии литья под давлением. Примечательно, что встроенный литой задний пол может консолидировать 72 отдельные детали в одном компоненте , что значительно снижает вес тела и одновременно повышает жесткость конструкции.
Зависимость новых энергетических транспортных средств от технологии литья под давлением проистекает из их уникальных инженерных требований. По сравнению с традиционными автомобилями с двигателями внутреннего сгорания, к электромобилям предъявляются более строгие требования по весу из-за значительного веса аккумуляторных блоков. Каждый 10% Снижение массы тела может улучшить запас хода электромобиля за счет от 6% до 8% . Технология литья под давлением позволяет формовать сложные геометрические формы за один раз, сохраняя при этом структурную прочность — преимущество, с которым с трудом могут справиться процессы штамповки и сварки.
Аккумуляторная система является самым тяжелым компонентом в новом энергетическом транспортном средстве, на его долю обычно приходится от 20% до 30% от общей массы автомобиля. Чтобы компенсировать негативное влияние веса аккумулятора на запас хода, производители должны максимально снизить вес конструкций кузова, шасси и компонентов корпуса. Алюминиевые отливки имеют только плотность. одна треть сталь в сочетании с превосходной теплопроводностью и свойствами электромагнитного экранирования делает их предпочтительным материалом для корпусов аккумуляторов и двигателей. Интегрированный литой задний пол может снизить вес конструкции задней секции более чем 10% , одновременно сокращая количество деталей с десятков до одной, существенно упрощая цепочки поставок и процессы сборки.
Аккумуляторные системы в транспортных средствах на новых источниках энергии чрезвычайно чувствительны к температурному режиму. Алюминиевые сплавы, отлитые под давлением, имеют коэффициенты теплопроводности примерно от 96 до 200 Вт/(м·К) , значительно выше, чем у обычной стали, что обеспечивает эффективный отвод тепла от аккумуляторных блоков и предотвращает выход тепла из строя. Кроме того, высокая точность размеров и плотность литья под давлением обеспечивают надежную герметичную защиту аккумуляторов, соответствующую классу водонепроницаемости и пыленепроницаемости IP67 или выше. Что касается безопасности при столкновении, интегрированные литые под давлением структурные компоненты уменьшают зоны концентрации напряжений за счет исключения точек сварки, тем самым улучшая общую ударопрочность конструкции.

В транспортных средствах на новых источниках энергии применение технологии литья под давлением теперь охватывает ключевые области, начиная от «трех электрических» систем (аккумулятор, двигатель, контроллер) и заканчивая конструкциями кузова. Согласно отраслевому анализу, на долю кузовов и шасси приходится около 40% рынка литья под давлением, в то время как компоненты для новых источников энергии растут гораздо быстрее, чем традиционные детали трансмиссии.
Корпуса аккумуляторных батарей представляют собой одно из наиболее показательных применений технологии литья под давлением в транспортных средствах на новых источниках энергии. В современных основных решениях используются процессы литья под высоким или низким давлением для производства алюминиевых нижних корпусов батарей с размерами, превышающими 2180×1500×110 мм . Такие крупные отливки должны обладать следующими характеристиками:
Несколько передовых производителей начали изучать технологию интегрированных литых под давлением аккумуляторных лотков, заменяя сложные рамные конструкции, первоначально сваренные из экструдированных профилей, монолитными отливками, что еще больше сокращает количество сварных швов и повышает структурную целостность.
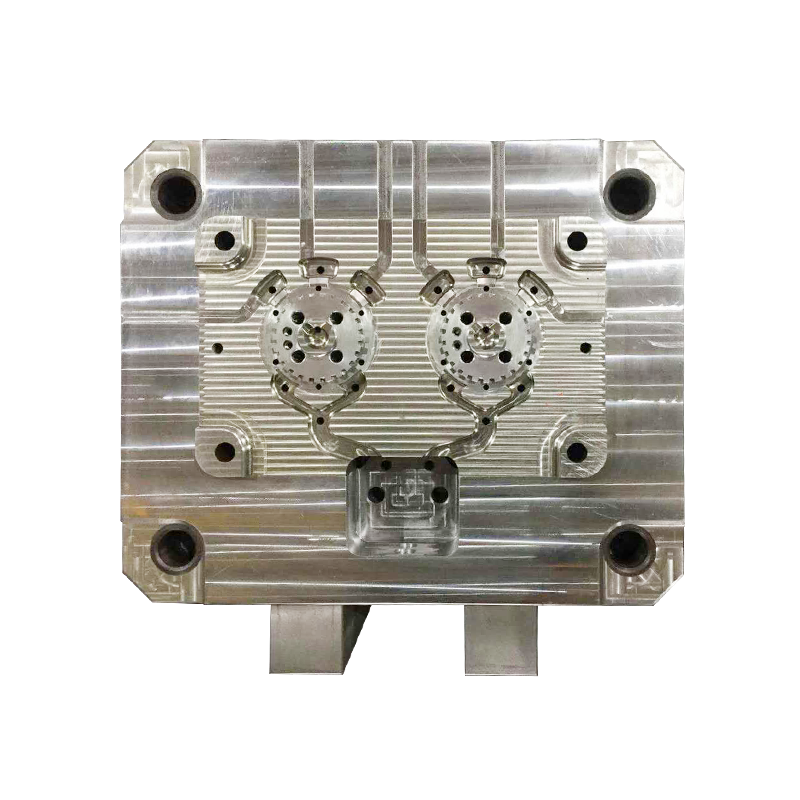
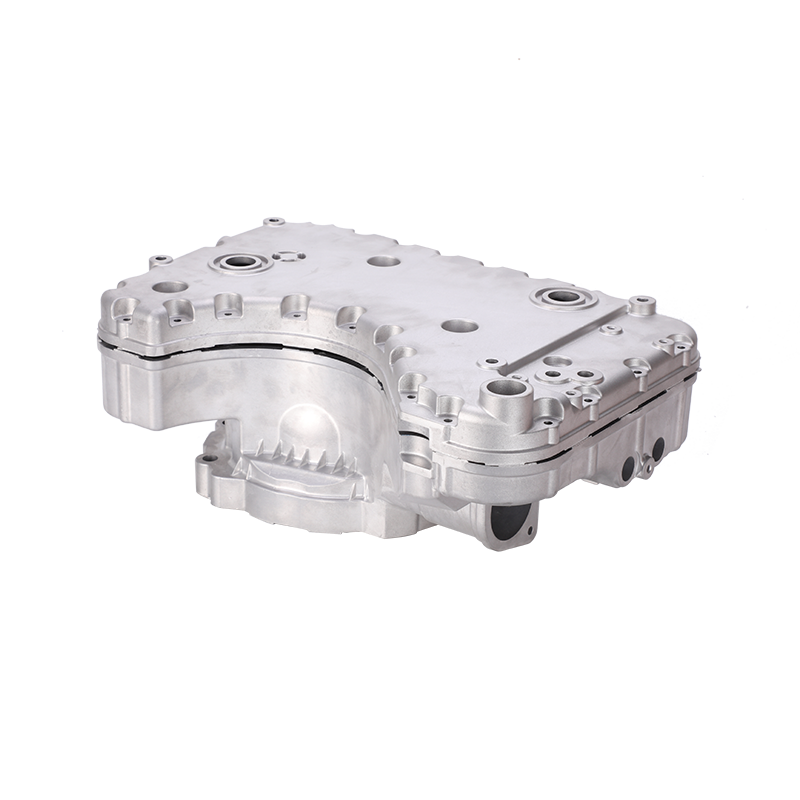
Корпуса приводных двигателей и корпуса электронного управления представляют собой еще одно основное применение технологии литья под давлением в силовых агрегатах транспортных средств на новых источниках энергии. Корпуса двигателей обычно изготавливаются методом литья алюминия под высоким давлением и имеют вес от 8 и 15 кг и одновременно должны включать сложные конструкции внутренних полостей для водяных рубашек охлаждения и седел подшипников. Процесс литья под давлением позволяет за один прием формовать многофункциональные корпуса, содержащие рубашки охлаждающей воды, монтажные фланцы и седла распределительной коробки. По сравнению с комбинированными процессами механической обработки и сварки эффективность производства повышается за счет от 3 до 5 раз , при этом коэффициенты использования материалов увеличиваются до более чем 85% .
Интегрированная технология литья под давлением меняет методы производства кузовов. Приложения, уже проверенные в массовом производстве, включают:
Интегрированное литье под давлением (Gigacasting) представляет собой самую революционную инновацию в автомобильном производстве за последние годы. В этой технологии используются сверхбольшие машины для литья под давлением с усилием смыкания, превышающим 6000 тонн и даже достигнув 9000 тонн , превращая кузовные модули, которые изначально требовали сотен деталей и десятков сварочных операций, в монолитные конструкции, отлитые методом однократного литья под давлением.
Суть комплексного литья под давлением заключается в впрыскивании расплавленного алюминиевого сплава с высокой скоростью и под высоким давлением в прецизионные стальные формы, завершая заполнение и затвердевание в чрезвычайно короткие сроки. Ключевые параметры сверхбольших машин для литья под давлением включают в себя:
| Категория параметра | Традиционное литье под высоким давлением | Интегрированное сверхбольшое литье под давлением |
|---|---|---|
| Зажимная сила | 500–2500 тонн | 6 000–16 000 тонн |
| Объем одиночного выстрела | 5–20 кг | 80–150 кг |
| Подсчет консолидации деталей | 1–5 частей | 30–72 части |
| Уменьшение точки сварки | 10–50 баллов | 500–1600 баллов |
| Продолжительность производственного цикла | 60–120 секунд/часть | 80–180 секунд/часть |
Комплексное литье под давлением не только меняет метод формования деталей, но и реструктурирует логику цепочки поставок при производстве автомобилей. Традиционное производство заднего пола включает в себя десятки поставщиков, сотни штампованных деталей и длинные сварочно-сборочные линии. Благодаря интегрированному литью под давлением количество деталей резко снижается, уровни поставщиков упрощаются, а трудозатраты на производство сокращаются примерно от 30% до 40% . Одновременно за счет сокращения процессов сварки и нанесения клея производственные площади могут быть сокращены более чем в несколько раз. 25% , что обеспечивает более компактную и эффективную планировку фабрик.
Характеристики материалов, отлитых под давлением, напрямую определяют безопасность и долговечность компонентов транспортных средств, работающих на новых источниках энергии. В настоящее время отрасль развивается от традиционных систем сплавов Al-Si к новым системам сплавов с более высокой прочностью и пластичностью.
Традиционное литье под давлением требует расширенной термической обработки (процессы Т6 или Т7) для достижения требуемых механических свойств, но это приводит к серьезной деформации крупных тонкостенных деталей. Алюминиевые сплавы, не подвергающиеся термической обработке, обеспечивают превосходное сочетание характеристик в литом виде: от 270 до 320 МПа прочность на растяжение и от 8% до 12% удлинение за счет оптимизации соотношения кремния, магния, марганца и титана. Такие материалы особенно важны для комплексного литья под давлением, превышающего 1,5 метра в размерах, избегая отклонений размеров и риска растрескивания в результате последующих операций выпрямления.
В условиях глобальной углеродной нейтральности доля переработанного алюминия, используемого в отрасли литья под давлением, быстро растет. Потребление энергии при производстве вторичного алюминия составляет лишь около 5% чем у первичного алюминия, при этом выбросы углекислого газа сокращаются более чем 95% . В настоящее время многие автопроизводители требуют от поставщиков использовать более 50% переработанное алюминиевое сырье в важнейших компонентах, таких как корпуса аккумуляторов. Сам процесс литья под давлением имеет чрезвычайно высокую ценность вторичной переработки материала: литники, направляющие и бракованные детали можно напрямую переплавлять, при этом общий коэффициент использования материала достигает более 90% , что полностью соответствует целям снижения карбонизации полного жизненного цикла транспортных средств на новых источниках энергии.
Поскольку материал легче, чем алюминиевые сплавы (только плотность две трети чем у алюминия), магниевые сплавы демонстрируют потенциал применения в конкретных компонентах. В корпусах двигателей детали из магниевого сплава могут достигать примерно 33% снижение веса по сравнению с алюминиевыми аналогами. Текущие компоненты для литья под давлением из магниевого сплава, находящиеся на стадии валидации, включают корпуса электроприводов, каркасы сидений и внутренние панели дверей. Ожидается, что благодаря достижениям в области технологий коррозионностойких покрытий и процессов вакуумного литья под давлением доля применения магниевых сплавов в новых энергетических транспортных средствах будет постепенно увеличиваться по сравнению с нынешними. от 1% до 2% .
Несмотря на значительные преимущества интегрированной технологии литья под давлением, процесс ее индустриализации по-прежнему сталкивается с множеством проблем, включая инвестиции в оборудование, управление процессом и затраты на ремонт.
Одна сверхбольшая интегрированная машина для литья под давлением обычно требует инвестиций в миллионы долларов диапазон. В сочетании с пресс-формами и периферийным оборудованием для автоматизации первоначальные инвестиции в одну производственную линию могут достичь 2-3 раза что традиционные линии штамповки и сварки. Кроме того, крупные циклы производства пресс-форм распространяются на от 6 до 10 месяцев , а срок службы пресс-формы зависит от циклического воздействия высокой температуры и высокого давления, что обычно требует капитального ремонта или замены после от 80 000 до 100 000 выстрелы. Чтобы амортизировать постоянные затраты, производители должны обеспечить, чтобы годовая мощность производственной линии достигла масштабов, превышающих 100 000 единиц .
Крупногабаритные тонкостенные отливки под давлением очень чувствительны к внутренней пористости, вызванной воздухововлечением и усадкой во время формовки, что влияет на усталостные характеристики и безопасность компонентов конструкции. Текущие отраслевые решения включают в себя:
Поврежденные в результате столкновения интегрированные литые конструктивные компоненты обычно не могут быть отремонтированы или заменены на месте, как традиционные детали из листового металла, вместо этого требуется замена всей большой сборки. Это создает новые проблемы для систем послепродажного ремонта и ценообразования на страхование. Промышленность изучает два пути решения: во-первых, оптимизация структурных конструкций с зонами поглощения энергии удара, чтобы гарантировать, что отливки под давлением подвергаются только контролируемой деформации при авариях; во-вторых, разработка локальных технологий резки и соединения, позволяющих осуществлять ремонт в конкретных местах, а не полную замену сборки.
С точки зрения регионального распределения, на Азиатско-Тихоокеанский регион, использующий всю свою цепочку автомобильной промышленности и быстро расширяющийся рынок новых энергетических транспортных средств, приходится около от 45% до 46% мирового рынка автомобильного литья под давлением, причем Китай является самым быстрорастущим рынком отдельной страны. Рынки Северной Америки и Европы получают выгоду от трансформации электрификации и политики переноса местного производства, соответственно, 25% и 20% доли рынка.
В течение следующих пяти лет применение интегрированной технологии литья под давлением расширится от нынешних задних полов и передних отсеков до дополнительных зон:
Согласно отраслевым прогнозам, к 2030 году объем производства только эксклюзивных компонентов для электромобилей (исключая традиционные системы силовых агрегатов) на мировом рынке литых автомобильных деталей достигнет От 5 до 9 миллиардов долларов США , став основным двигателем роста отрасли. С распространением машин для литья под давлением весом более 8000 тонн и развитием материалов, не требующих термической обработки, подход к производству транспортных средств на новой энергии будет продолжать развиваться в направлении более легких, прочных и простых направлений.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo