Получите цитату
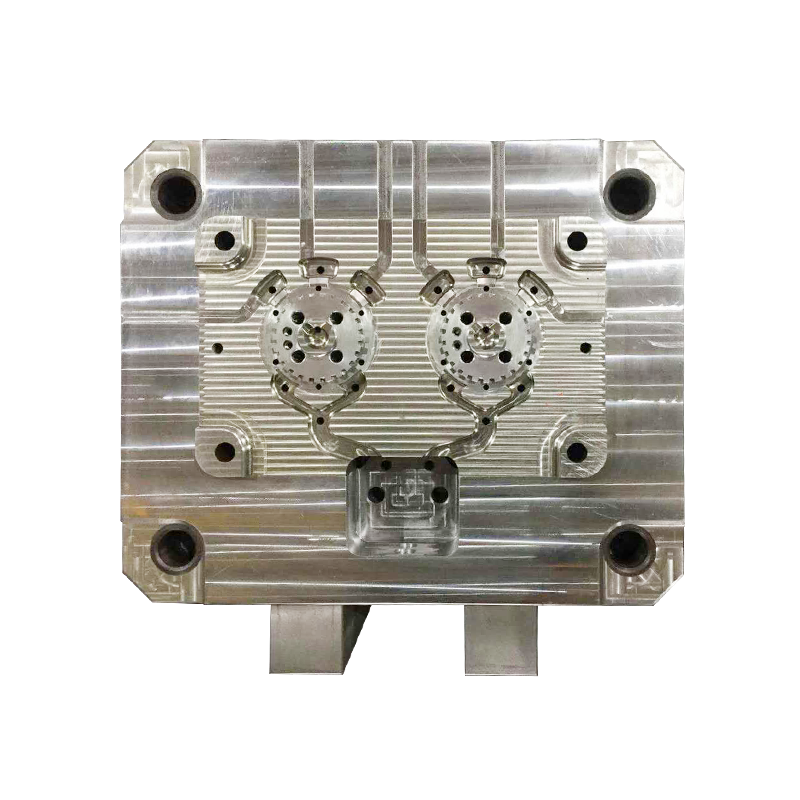
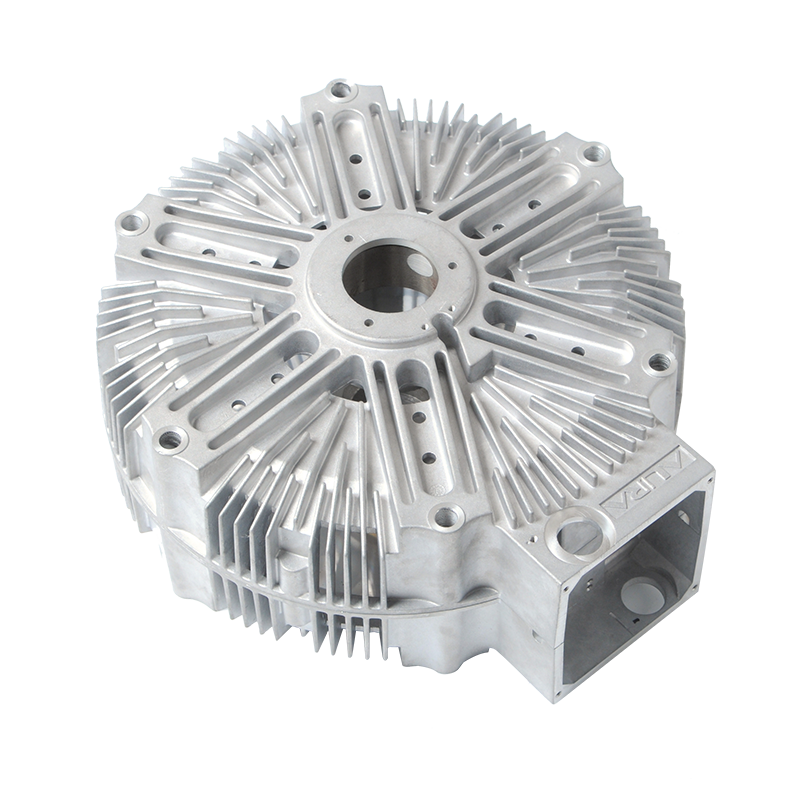
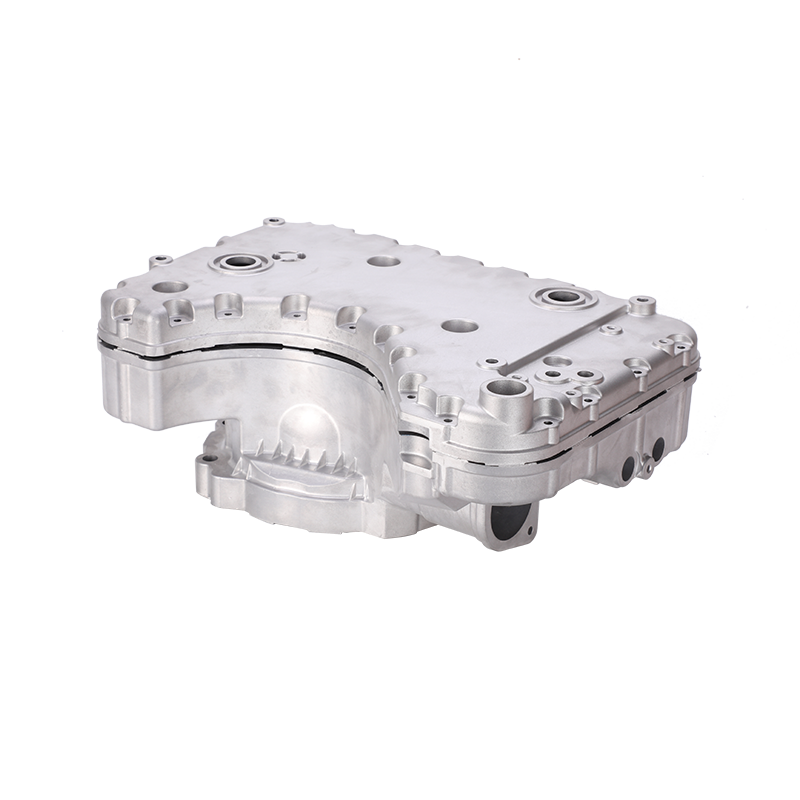
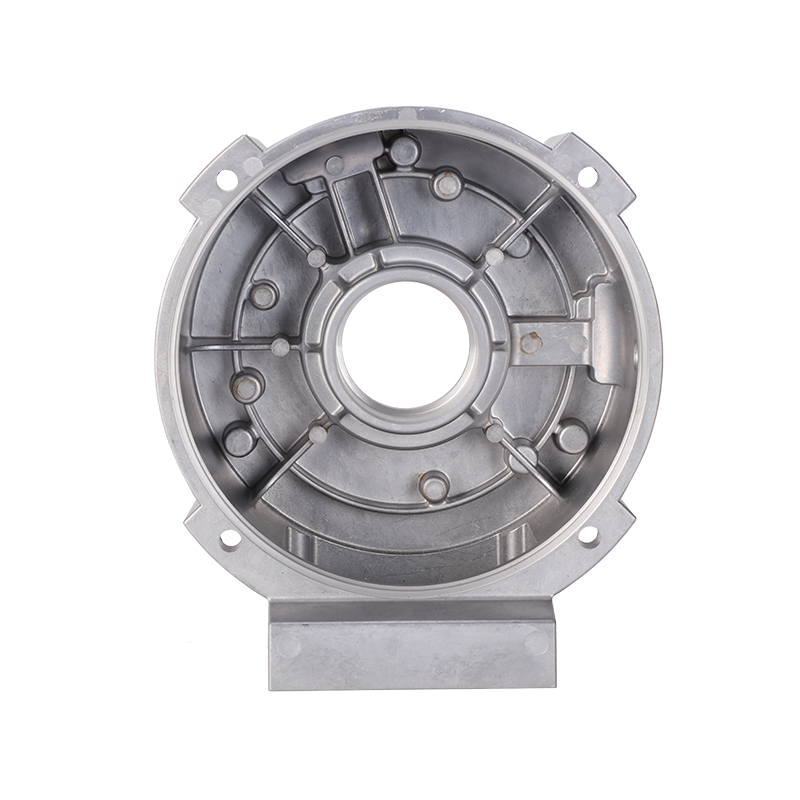
Корпус коробки передач, литье под давлением представляет собой производственный процесс под высоким давлением, при котором расплавленный алюминиевый сплав впрыскивается в прецизионную стальную форму (матрицу) для изготовления сложных, легких и точных по размерам корпусов трансмиссий. Этот процесс позволяет изготавливать изделия сложной геометрии, включая охлаждающие ребра, монтажные бобышки и внутренние ребра, которые было бы сложно или слишком затратно достичь с помощью механической обработки или других методов литья.
В этом процессе обычно используются машины для литья под высоким давлением с холодной камерой (HPDC) с усилием смыкания от 500 до 4000 тонн, способные производить корпуса редукторов с толщиной стенок всего 0,8–1,5 мм, сохраняя при этом жесткие допуски на размеры ± 0,01 мм после обработки на станке с ЧПУ. Время цикла варьируется от 30 секунд до 3 минут, в зависимости от размера детали, что делает его идеальным для крупносерийного автомобильного производства, где годовой объем превышает 50 000 единиц.
Полученные компоненты имеют превосходное соотношение прочности и веса: типичные алюминиевые корпуса редукторов, отлитые под давлением, весят на 30–40 % меньше, чем эквивалентные чугунные отливки, и при этом обеспечивают достаточную жесткость для поддержания соосности шестерен при рабочих нагрузках с крутящим моментом 200–500 Нм.
Алюминиевые сплавы преобладают в корпусах коробок передач: А380, АЦП12 и А360 представляют собой три основных варианта материала, каждый из которых обладает различными эксплуатационными характеристиками, подходящими для конкретных эксплуатационных требований.
| Сплав | Содержание кремния | Предел прочности | Ключевые характеристики | Основные приложения |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324 МПа | Лучший универсальный сплав; отличная литейность и обрабатываемость; хорошее соотношение прочности и стоимости | Общие автомобильные корпуса, коробки передач, конструкционные кронштейны |
| ADC12 | 9,6–12,0% | 310 МПа | Превосходная текучесть; отлично подходит для тонкостенных профилей (0,6–1,2 мм); высокая стабильность размеров | Сложные электронные корпуса, тонкостенные компоненты трансмиссии, детали с высокой детализацией. |
| A360 | 9,0–10,0% | 317 МПа | Превосходная коррозионная стойкость; улучшенная герметичность; лучшая высокотемпературная прочность | Морское применение, компоненты трансмиссии, герметичные корпуса, требующие герметичности. |
| А383 | 9,5–11,5% | 310 МПа | Модифицированный A380 с улучшенной текучестью для очень тонкостенных деталей. | Сложные тонкостенные корпуса редукторов |
| А413 | 11,0–13,0% | 295 МПа | Отличная герметичность и теплопроводность. | Жидкостные компоненты, корпуса теплообменников |
Обеспечение качества литья под давлением корпуса коробки передач основано на многоуровневом подходе к контролю, сочетающем в себе методы визуального, размерного и неразрушающего контроля (NDT) для обнаружения как поверхностных, так и внутренних дефектов. Учитывая, что корпуса редукторов должны сохранять герметичность и структурную надежность при циклических нагрузках, протоколы проверок обычно обеспечивают уровень обнаружения дефектов, превышающий 99,5% для критических функций безопасности.
Пористость в алюминиевых корпусах редукторов, отлитых под давлением, проявляется в первую очередь в виде газовой пористости (сферические пустоты размером 5–50 мкм, вызванные захваченным водородом) и усадочной пористости (неравномерные пустоты размером 10–200 мкм, вызванные усадкой при затвердевании), при этом для эффективного предотвращения требуется системный подход, сочетающий подготовку расплава, управление процессом и передовые технологии литья.
В то время как алюминиевые сплавы доминируют в производстве корпусов коробок передач, сплавы магния и цинка предлагают привлекательную альтернативу для конкретных применений, где снижение веса, демпфирующая способность или стоимость имеют приоритет.
Литье под давлением магния обеспечивает Плотность на 33% ниже, чем у алюминия (1,8 г/см³ против 2,7 г/см³), что делает их привлекательными для коробок передач электромобилей, где каждый килограмм влияет на запас хода. AZ91D обеспечивает превосходные литейные качества и устойчивость к коррозии, а AM60B обеспечивает превосходную пластичность и ударопрочность для критически важных применений.
Цинковые сплавы обладают исключительной текучестью, позволяя изготавливать стенки толщиной до 0,4 мм и создавать сложную сетчатую геометрию с минимальными углами уклона. Zamak 3 обеспечивает прочность на разрыв 280 МПа и превосходную пластичность (удлинение 10%). по сравнению с алюминием, отлитым под давлением.
| Материал | Плотность (г/см³) | Предел прочности (MPa) | Максимальная температура (°C) | Относительная стоимость |
|---|---|---|---|---|
| Алюминий А380 | 2.7 | 324 | 200 | 1,0 × (базовый уровень) |
| Магний AZ91D | 1.8 | 230 | 120 | 2,5× |
| Цинк Замак 5 | 6.6 | 331 | 120 | 0,8× |
Стандартное литье алюминия под давлением обеспечивает толщину стенок 0,8–1,5 мм для общих зон и 2,0–4,0 мм для монтажных приливов. Благодаря сплаву ADC12 и оптимизированному затвору возможны секции толщиной до 0,6 мм для неструктурных элементов.
Обычные отливки под высоким давлением не могут подвергаться термообработке Т6 из-за внутренней пористости, вызывающей образование пузырей. Однако, отливки под вакуумом с уровнем пористости <0,3% могут успешно подвергаться обработке Т6. , достигая прочности на разрыв до 380 МПа.
Литье под давлением становится конкурентоспособным по цене годовые объемы, превышающие 5 000–10 000 единиц , с максимальной экономической эффективностью на уровне 50 000 ед. Ниже этого порога литье в песчаные формы или обработка на станке с ЧПУ могут быть более экономичными, несмотря на более высокие затраты на единицу продукции.
Вакуумные системы увеличивают стоимость оснастки на 15–25% и время цикла на 10–15%, но снижают процент брака с 8–12% до 2–4%, обеспечивая при этом термообработку и сварку. Для структурных автомобильных компонентов общее влияние на стоимость обычно нейтрально или положительно, если рассматривать улучшение качества.
Стандартные литые поверхности достигают Ra 3,2–6,3 мкм. Варианты вторичной отделки включают дробеструйную очистку (Ra 1,6–3,2 мкм), анодирование (декоративное покрытие типа II или твердое покрытие типа III), порошковое покрытие, электронное покрытие и хроматное конверсионное покрытие для защиты от коррозии.
При испытании на падение давления в герметичных полостях применяется давление воздуха 0,3–0,6 МПа, отслеживая падение давления <5% в течение 30 секунд. Испытание на утечку гелием (чувствительность 10⁻⁶ мбар·л/с) используется для экстремальных требований, таких как корпуса аккумуляторов электромобилей или герметичные корпуса трансмиссии.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo