Получите цитату
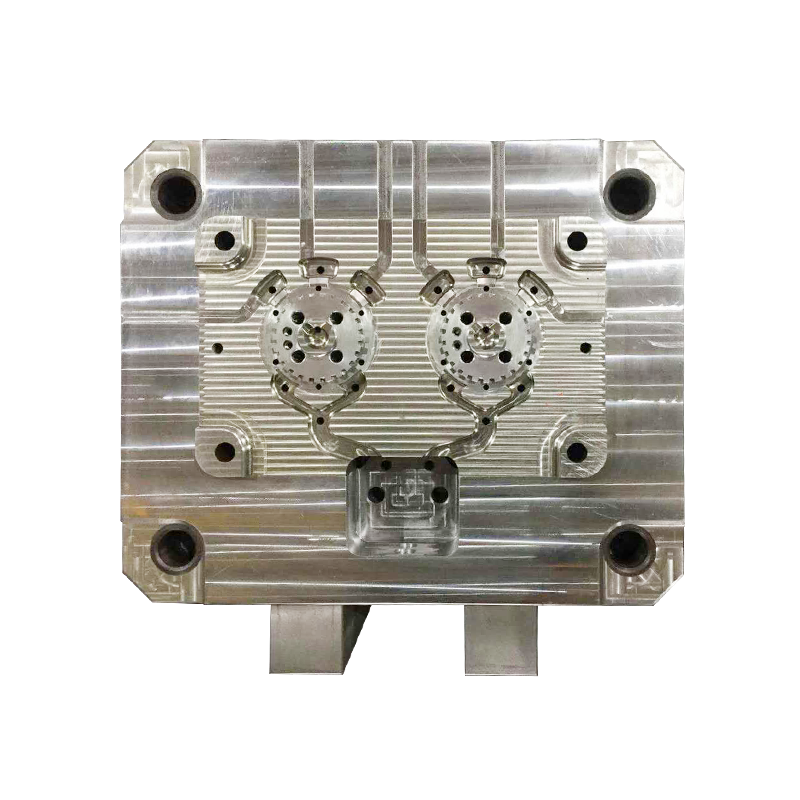
Цинк, литье под давлением Это производственный процесс под высоким давлением, при котором расплавленный цинковый сплав впрыскивается в штампы из закаленной стали для производства сложных прецизионных металлических компонентов с превосходной прочностью и чистотой поверхности. Этот процесс протекает при относительно низких температурах (380–420°C) по сравнению с алюминием, что позволяет ускорить производственные циклы и продлить срок службы пресс-формы.
Литье под давлением из цинка идеально подходит для крупносерийного производства деталей из цветных металлов с жесткими допусками, а литье по выплавляемым моделям превосходно подходит для изготовления деталей сложной геометрии из жаропрочных сплавов, таких как нержавеющая сталь.
| Характеристика | Цинк литья под давлением | Инвестиционное литье |
|---|---|---|
| Материал пресс-формы | Закаленная сталь (многоразового использования) | Керамический (одноразовый) |
| Диапазон материалов | Цветные металлы (цинк, алюминий) | Черные и цветные металлы (сталь, суперсплавы) |
| Допуск (до 25 мм) | ±0,050 мм | ±0,250 мм |
| Производительность | 3-45 выстрелов в минуту | Часов на деталь |
| Срок службы инструмента | 150 000–1 000 000 выстрелов | 1 выстрел на форму |
| Лучший том | Большой объем (10 000 ) | Низкая и средняя громкость |
| Поверхностная обработка | Гладкая (Ra ≤ 1,0 мкм) | Отлично |
При литье под давлением время цикла достигает 45 выстрелов в минуту на многоползуновых машинах, в то время как литье по выплавляемым моделям требует трудоемких этапов, включая создание восковых моделей и изготовление керамических оболочек. Для крупносерийных цинковых компонентов литье под давлением обеспечивает превосходную экономическую эффективность, несмотря на более высокие первоначальные затраты на оснастку (15 000–60 000 долларов США).
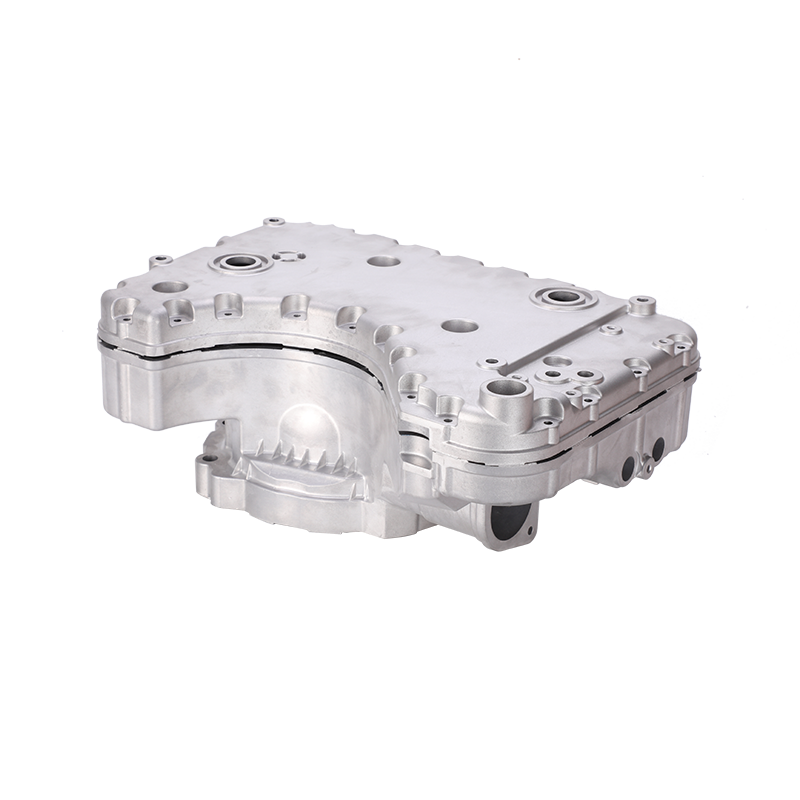
Цинковые сплавы обеспечивают превосходную ударопрочность, лучшую адгезию покрытия, более жесткие допуски и более длительный срок службы формы по сравнению с алюминием, что делает их предпочтительным выбором для компонентов малой и средней точности весом менее 500 г.
Тем не менее, алюминий по-прежнему предпочтителен для применений, чувствительных к весу (плотность 2,7 г/см³ по сравнению с 6,6 г/см³ цинка) и высокотемпературных сред, превышающих 150°C, когда механические свойства цинка ухудшаются.
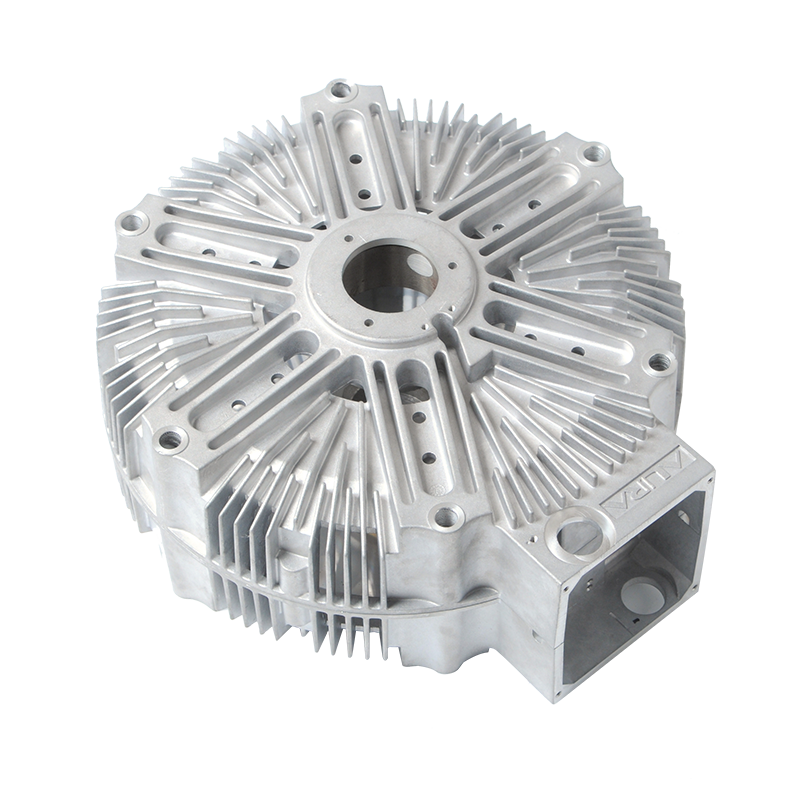
Отливки из цинка под давлением преимущественно используются в автомобильных салонах, корпусах электроники, аппаратных компонентах и потребительских товарах, где точность, долговечность и экономичность имеют решающее значение.
Отливки из цинка под давлением демонстрируют превосходное соотношение прочности и веса с пределом прочности на разрыв от 280 до 390 МПа, в зависимости от состава сплава, в сочетании с превосходной ударопрочностью и твердостью по сравнению с алюминиевыми аналогами.
| Недвижимость | Замак 3 | Zamak 5 | ЗА-8 |
|---|---|---|---|
| Плотность | 6,6 г/см³ | 6,6 г/см³ | 6,3 г/см³ |
| Предел прочности | ~280 МПа | ~330 МПа | ~390 МПа |
| Предел текучести | ~210 МПа | ~260 МПа | ~320 МПа |
| Удлинение | ~10% | ~7% | ~3% |
| Твердость (HB) | 82 | 91 | 120 |
| Мин. Толщина стены | 0,6–3,0 мм | 0,6–3,0 мм | 1,0–4,0 мм |
| Срок службы инструмента | 500 тыс.–1 млн снимков | Похожие | Чуть ниже |
Zamak 3 предлагает лучший баланс прочности и пластичности при удлинении 10%, что делает его наиболее часто используемым сплавом. Zamak 5 обеспечивает на 18 % более высокую прочность на разрыв (330 МПа) для более требовательных конструкций. Сплавы ZA с более высоким содержанием алюминия обеспечивают превосходную твердость (120 HB) и износостойкость для компонентов, работающих в тяжелых условиях.
Быстрое затвердевание во время литья под давлением создает мелкую металлургическую зернистую структуру, благодаря которой цинковое литье под давлением прочнее, чем отлитый в песчаные формы алюминий 356-T6, бронза SAE 40 и чугун класса 30. .
Литье цинка под давлением становится экономически выгодным при 10000 штук в заказе , где затраты на оснастку в размере 15 000–60 000 долларов США могут быть амортизированы в течение всего производственного цикла. Для объемов менее 5000 единиц обработка на станках с ЧПУ или литье по выплавляемым моделям может быть более экономически эффективной.
Нет. Цинковые сплавы не рекомендуются для непрерывной эксплуатации, указанной выше. 95–120°С (в зависимости от сплава) с абсолютным максимумом около 150°C. Выше этих температур механические свойства значительно ухудшаются из-за ползучести. Для высокотемпературного применения предпочтителен алюминий или сталь, отлитая по выплавляемым моделям.
Да. Цинковые сплавы 100% перерабатываемый без ухудшения качества. Производственный лом, желоба и переливной материал можно немедленно переплавить и использовать повторно, что поддерживает принципы экономики замкнутого цикла и сокращает отходы материала по сравнению с процессами механической обработки.
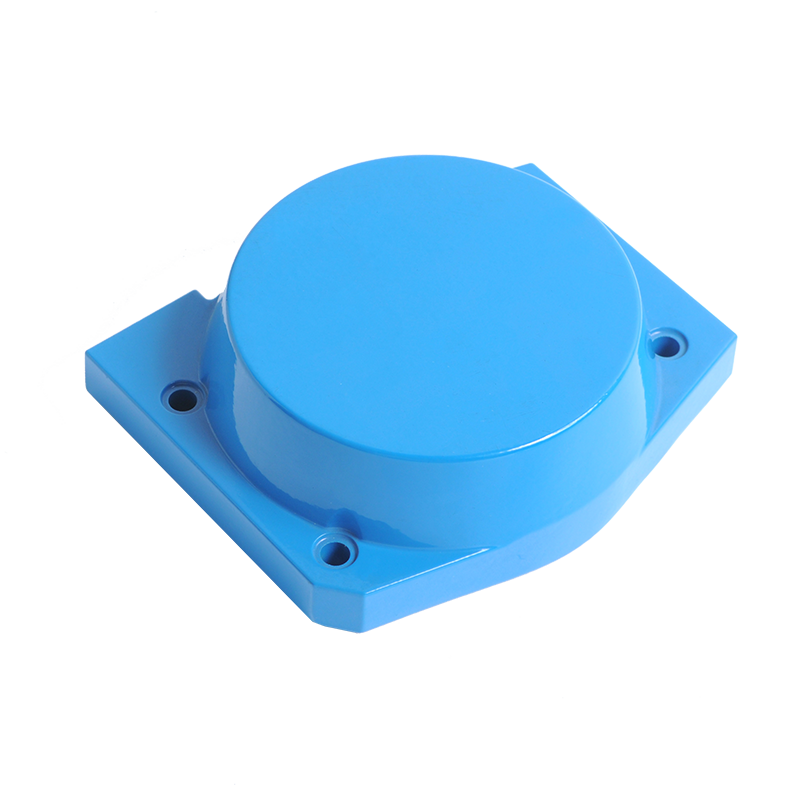
Отливки из цинка под давлением допускают широкий спектр отделки, в том числе гальваника (хром, никель, цинк), порошковая покраска, покраска, полировка и пескоструйная обработка. . Гладкая литая поверхность (Ra ≤ 1,0 мкм) является отличной основой для декоративных покрытий.
Цинк имеет более высокую плотность (6,6 г/см³) по сравнению с алюминием (2,7 г/см³), поэтому детали из цинка примерно в 2,4 раза тяжелее чем эквивалентные алюминиевые компоненты. Это делает алюминий предпочтительным для применений, где важен вес, а цинк – для небольших прецизионных деталей, где прочность и литейность имеют большее значение, чем вес.
Стандартное литье цинка под давлением обеспечивает линейные допуски ±0,050 мм для размеров до 25 мм. , ±0,075 мм до 50 мм и ±0,100 мм до 75 мм — значительно меньше, чем ±0,250 мм для литья по выплавляемым моделям для того же диапазона. Литье под давлением с несколькими направляющими позволяет выдерживать еще более жесткие допуски.
Для цинка преобладает литье под давлением с горячей камерой, поскольку плунжер остается погруженным в расплавленный металл, что позволяет сократить время цикла. 12–20 секунд и производительностью до 4–5 выстрелов в минуту. Это возможно благодаря низкой температуре плавления цинка (380–420°C) и низкой коррозионной активности, что предотвращает повреждение деталей машин.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo