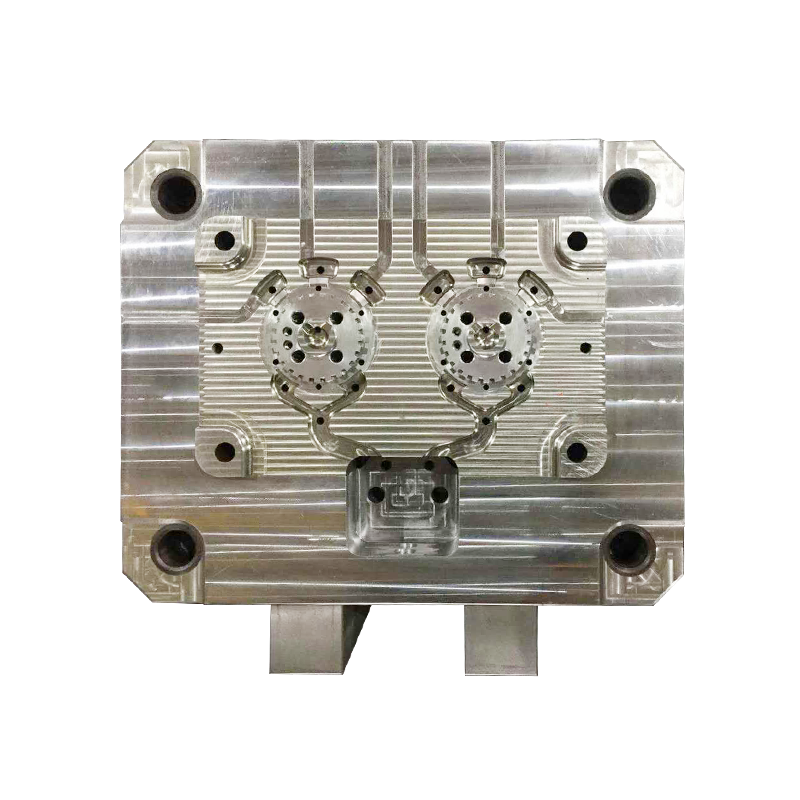
Что такое форма для литья под давлением?
А форма для литья под давлением представляет собой прецизионный металлический инструмент, который формирует расплавленный металл под высоким давлением (обычно от 1500 до 25 000 фунтов на квадратный дюйм) в сложные компоненты сетчатой формы с допусками всего ±0,002 дюйма (±0,05 мм). Он служит критически важным интерфейсом между машиной для литья под давлением и конечным продуктом, определяя качество детали, точность размеров и эффективность производства.
В отличие от литья в песчаные формы или литья по выплавляемым моделям, формы для литья под давлением представляют собой инструменты многоразового использования. который может производить От 100 000 до 1 000 000 выстрелов перед необходимостью замены, в зависимости от материал и дизайн. Пресс-форма состоит из двух половин — неподвижной крышки и подвижной выталкивающей матрицы — которые образуют полость, соответствующую желаемой геометрии детали.
Ключевые характеристики
- Материал: Инструментальные стали премиум-класса, такие как H13 (1.2344), 8407 или DIEVAR, термообработанные до твердости 44–48 HRC для оптимального баланса твердости и ударной вязкости.
- Рабочая температура: Температура поверхности полости находится в диапазоне от 300°F до 500°F (от 150°C до 260°C) для алюминия и до 700°F (370°C) для цинковых сплавов.
- Время цикла: Типичные производственные циклы составляют от 30 секунд до 2 минут, что позволяет производить 500–2000 выстрелов в больших объемах в день.
Основные структурные компоненты формы для литья под давлением
Функциональная целостность формы для литья под давлением зависит от шести основных систем компонентов, работающих согласованно. Каждый компонент решает конкретные термические, механические и эксплуатационные проблемы, присущие литью металла под высоким давлением.
| Компонент | Функция | Критические характеристики |
|---|---|---|
| Полость и сердечники | Определите геометрию детали и внутренние элементы | Допуск: ±0,001 дюйма; Чистота поверхности: 16–32 микродюйма Ra |
| Литниковая втулка | Отвод расплавленного металла из сопла машины | Закалена до твердости 50-52HRC; Угол уклона 3-5° |
| Система бегунов | Распределить металл по воротам полости | Трапециевидное сечение; Скорость: 30-60 м/с. |
| Каналы охлаждения | Регулируют тепловой баланс и затвердевание | Диаметр: 8-12 мм; Расстояние от полости: 1,5-3× диаметра. |
| Эжекторная система | Удаление затвердевшей отливки из формы | Диаметр штифта: 3-8 мм; конусность 1-3°; 20-30 контактов обычно |
| Система вентиляции | Удаление воздуха и предотвращение пористости газа | Глубина: 0,05-0,15 мм; Общая площадь вентиляционных отверстий: 20-30% площади ворот. |
Архитектура управления температурным режимом
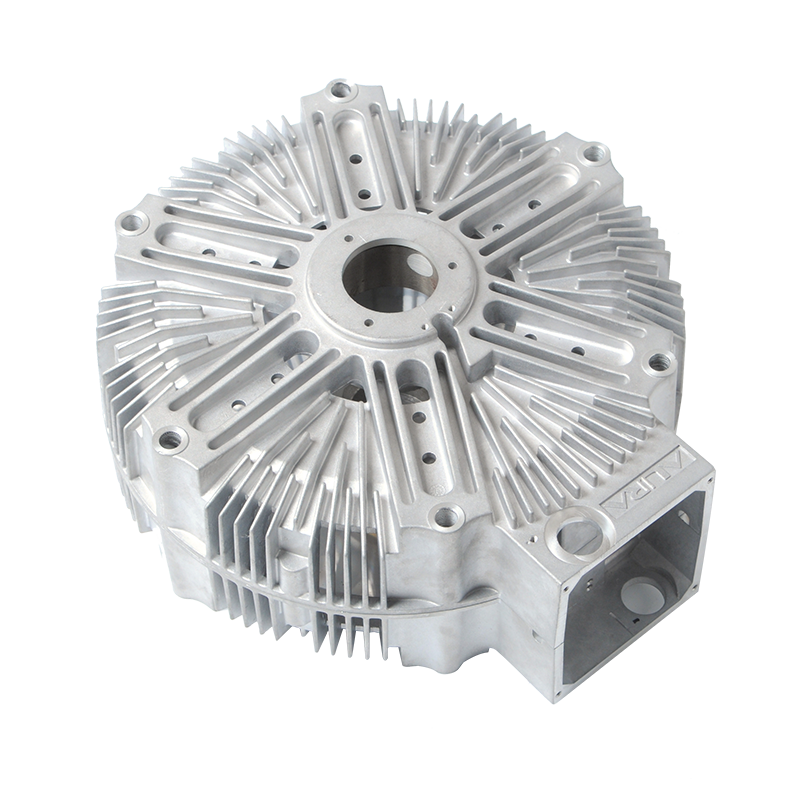
Сеть охлаждающих каналов представляет собой наиболее сложную задачу проектирования. Неправильное охлаждение является причиной 60-70% дефектов качества, связанных с плесенью. В современных формах используются конформные каналы охлаждения, повторяющие контуры полости, что сокращает время цикла на 20–40 % по сравнению с традиционными каналами с прямым сверлением. Например, пресс-форма корпуса трансмиссии с конформным охлаждением позволила сократить время цикла с 85 до 52 секунд, одновременно улучшив однородность размеров на 35%.
Распространенные дефекты и устранение неполадок
Аpproximately 85% of die casting defects originate from mold-related issues rather than machine parameters or material quality. Понимание коренных причин позволяет быстро поставить диагноз и принять корректирующие меры.
Пористость и газозахват
Уровни пористости, превышающие 3-5% по объему, обычно делают детали неприемлемыми для применения в конструкциях. Основные причины включают недостаточную вентиляцию (вентиляционные отверстия забиты остатками смазки или отложениями алюминия), чрезмерную скорость впрыска, вызывающую турбулентность, и плохую конструкцию литников, создающую воздушные карманы. Действия по устранению неполадок: увеличьте глубину вентиляционного отверстия до 0,10–0,15 мм, уменьшите скорость плунжера с 4 м/с до 2,5 м/с на этапе заполнения полости и переместите заслонки, чтобы избежать зон с захватом воздуха.
Холодный останов и отметки расхода
Холодное отключение происходит, когда две металлические поверхности встречаются при температуре ниже температуры плавления (приблизительно 1100°F/593°C для алюминия). Повышение температуры пресс-формы на 50°F (28°C) часто исключает возможность холодного закрытия без изменения параметров. Убедитесь, что охлаждающие каналы поддерживают однородность ±5°F (±3°C) по всей поверхности полости. Следы текучести указывают на преждевременное затвердевание; решения включают повышение температуры металла на 25–50°F (14–28°C) или увеличение толщины литника на 0,5–1,0 мм.
Размерная неточность
Алюминиевые сплавы при затвердевании дают усадку 4,5-5,5%; цинковые сплавы дают усадку 0,6-0,8%. Разработчики пресс-форм должны компенсировать это за счет припусков на усадку, точно откалиброванных в соответствии с составом сплава. Например, для алюминия A380 требуется 5,0% компенсации линейной усадки, а для цинка Zamak 3 требуется только 0,7%. Отклонение размеров во время производства часто указывает на тепловой дисбаланс — убедитесь, что скорость потока в канале охлаждения превышает 2 галлона в минуту (7,6 л/мин) на контур.
Почему на пресс-форме появляются заусенцы и трещины
Заусенцы (заусенцы) и трещины представляют собой два наиболее дорогостоящих вида отказа пресс-формы, на которые приходится 45% незапланированного обслуживания пресс-формы. Понимание их металлургического и механического происхождения имеет важное значение для предотвращения.
Механизм образования заусенцев
Заусенцы образуются, когда расплавленный металл проникает в зазоры между сопрягаемыми поверхностями, превышающие 0,05 мм (0,002 дюйма). Толщина вспышки увеличивается экспоненциально с размером зазора: зазор 0,10 мм дает зазор в 4 раза толще, чем зазор 0,05 мм. К основным причинам относятся:
- Недостаток зажимного усилия: Недостаточный тоннаж машины позволяет отделить пресс-форму. Требуемая сила зажима = площадь выступающей части (дюйм²) × давление впрыска (фунт на квадратный дюйм) × коэффициент запаса прочности (1,2–1,5).
- Износ линии пробора: Аfter 50,000-100,000 cycles, parting line surfaces develop micro-erosion from thermal cycling and abrasive metal flow, creating leak paths.
- Термическое искажение: Неравномерный нагрев приводит к прогибу на 0,02-0,08 мм в больших формах (более 20 дюймов), образованию зазоров в углах.
Динамика распространения трещин
Термопроверка (термоусталостное растрескивание) начинается после 5000-20000 циклов в зонах высоких температур и распространяется со скоростью 0,1-0,5 мм за 1000 циклов. Механизм включает в себя циклические термические напряжения: поверхности полости нагреваются до 600–800°F (315–427°C) во время впрыска, затем закаливаются до 300–400°F (150–200°C) во время охлаждения. Этот перепад температур в 300-400°F вызывает сжимающее напряжение во время нагрева и растягивающее напряжение во время охлаждения, превышающее предел выносливости материала.
Места трещин концентрируются в:
- Острые внутренние углы (коэффициент концентрации напряжений К т > 3.0)
- Области ворот, испытывающие прямое столкновение расплавленного металла со скоростью 30-60 м/с.
- Тонкостенные секции (<3 мм) с быстрым отводом тепла
- Отверстия для выталкивающих штифтов создают концентраторы напряжений.
Продление срока службы пресс-форм для литья под давлением
Реализация комплексных стратегий продления срока службы может увеличить срок службы пресс-формы со 100 000 до 300 000 выстрелов, сокращая затраты на оснастку на деталь на 60–70%.
Выбор материала и термообработка
Сталь премиум-класса H13, подвергнутая электрошлаковому переплаву (ЭШП), снижает содержание неметаллических включений на 90 %, продлевая срок возникновения трещин на 40 %. Оптимизация термообработки для достижения твердости 46–48 HRC с 12–14 % остаточного аустенита. для оптимальной прочности. Ионное азотирование на глубину 0,15-0,25 мм увеличивает твердость поверхности до 65-70 HRC, противодействуя эрозии, сохраняя при этом пластичность основы.
Протоколы управления температурным режимом
Поддерживайте температуру поверхности полости в пределах ±15°F (±8°C) от заданного значения, используя систему управления охлаждением с обратной связью. Внедрение импульсного охлаждения (прерывистый поток охлаждающей жидкости) снижает тепловой удар на 30% по сравнению с непрерывным потоком. Перед началом производства разогрейте формы до 250–350°F (120–175°C), чтобы свести к минимуму первоначальный тепловой удар; запуск «холодного» сокращает ожидаемый срок службы на 25-30%.
Техническое обслуживание и поверхностная инженерия
Плановое обслуживание каждые 10 000–15 000 выстрелов предотвращает катастрофические поломки. Ключевые практики включают в себя:
- Задержание трещины: Зачистите трещины, возникшие при термоконтроле, глубиной более 0,5 мм, и отремонтируйте их сваркой TIG с использованием соответствующего присадочного материала с последующим отпуском для снятия напряжений при температуре на 25°F (14°C) ниже первоначальной температуры отпуска.
- Поверхностные покрытия: Покрытия методом физического осаждения из паровой фазы (PVD) из TiAlN или CrN (толщина 2–4 мкм) сокращают пайку алюминия на 80 % и увеличивают интервалы полировки с 5 000 до 15 000 выстрелов.
- Оптимизация смазки: Аpply water-based lubricants at a 1:80-1:120 dilution ratio; excessive lubricant causes buildup and porosity, while insufficient application accelerates erosion.
Дизайн для долговечности
Конструктивные решения определяют 70% потенциального срока службы пресс-формы. Критические рекомендации:
- Сохраняйте радиус минимум 1,5 мм на всех внутренних углах (снижает концентрацию напряжений на 60%).
- Ограничьте соотношение длины и диаметра сердечника до 4:1, чтобы предотвратить вспышку, вызванную отклонением.
- Располагайте охлаждающие каналы на расстоянии 1,5–2,0 диаметра от поверхности полости для оптимального отвода тепла без ослабления конструкции.
Часто задаваемые вопросы о формах для литья под давлением
Каков типичный диапазон затрат на форму для литья под давлением?
Стоимость пресс-форм для литья под давлением варьируется от 15 000 долларов США для простых цинковых деталей до 250 000 долларов США для сложных корпусов автомобильных трансмиссий. Алюминиевые формы обычно стоят на 20-30% дороже, чем цинковые формы, из-за более высоких термических напряжений, требующих более прочной конструкции. Формы-прототипы, в которых используется сталь P20 (вместо H13), снижают первоначальные затраты на 40–50%, но ограничивают производство до 10 000–20 000 выстрелов.
Сколько времени занимает изготовление формы для литья под давлением?
Стандартное время изготовления пресс-формы составляет 8-16 недель. в зависимости от сложности: простые двухплитные формы требуют 6-8 недель, а сложные направляющие и механизмы отвинчивания увеличивают сроки до 14-20 недель. Срочные программы, использующие параллельные операции обработки, могут снизить это на 30–40 % при надбавке к затратам в 15–25 %.
Можно ли модифицировать формы для литья под давлением после первоначального производства?
Модификации осуществимы, но дорогостоящи: сварка и повторная обработка поверхностей полостей обходятся в 15–25 % от первоначальной цены пресс-формы. при этом добавление слайдов или изменение линий разъема зачастую превышает 50% от первоначальной стоимости. Конструкция с возможностью замены (съемные вставки) позволяет обновлять геометрию за 5–10 % стоимости пресс-формы. Запланируйте 2–3 заказа на инженерные изменения (ECO) в течение жизненного цикла продукта.
В чем разница между обычными и вакуумными формами для литья под давлением?
Формы для вакуумного литья под давлением включают герметичные линии разъема и системы вентиляции, способные достигать давления в полости <50 мбар. снижение пористости с 3-5% до <1% и возможность термообработки отливок. Дополнительные затраты включают вакуумные клапаны (2000–5000 долларов США), герметичные эжекторные системы и точные допуски на обработку (±0,01 мм на разделяемых поверхностях). Вакуумные формы необходимы для изготовления автомобильных деталей, требующих термообработки Т6.
Как определить, что срок службы формы истек?
Критерии окончания срока службы включают: смещение размеров, превышающее диапазон допусков (обычно ±0,005 дюйма), плотность трещин, превышающую 5 трещин на квадратный дюйм в критических областях, или затраты на ремонт, превышающие 40% стоимости замены. Многие пресс-формы перед выходом на пенсию подвергаются 3-5 капитальным ремонтам (сварка, повторная механическая обработка, повторное азотирование), что продлевает общий срок службы до 500 000 выстрелов. Отслеживайте совокупные затраты на ремонт; когда ежегодное обслуживание превышает износ новой формы, замена экономически оправдана.