Получите цитату
При литье под давлением дефекты часто возникают из-за дисбаланса течения металла, теплопроводности и конструкции формы. Точный контроль ключевых параметров процесса может эффективно снизить процент брака.
Контроль температуры жидкой фазы: строго контролируйте температуру заливки расплавленного алюминия, чтобы избежать неполного затвердевания и дефектов холодного закрытия, вызванных чрезмерно низкими температурами.
Удаление газов: во время процесса плавки используйте технологию продувки азотом или гелием для удаления растворенных газов, таких как водород, из расплавленного алюминия, предотвращая газовую пористость и усадочную пористость.
Фильтрация примесей: используйте металлические сетки или керамические фильтры для удаления шлака и оксидной окалины из расплавленного алюминия, обеспечивая его чистоту.
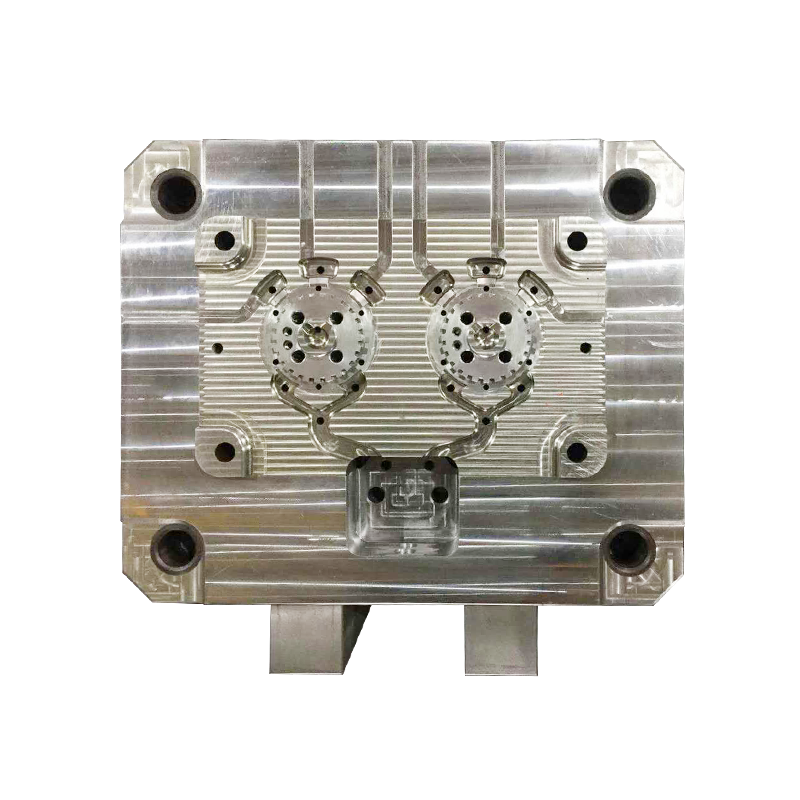
Конструкция системы охлаждения: оптимизируйте скорость потока и температуру каналов охлаждающей воды, чтобы обеспечить равномерное распределение температуры в форме, избегая деформации или термического растрескивания, вызванных чрезмерными локальными перепадами температур.
Проектирование шлюза: анализ вычислительной гидродинамики (CFD) используется для оптимизации шлюза, желоба и системы распределения, обеспечивая достаточную текучесть расплавленного металла во время потока и предотвращая появление холодной стружки.
Обслуживание пресс-формы: регулярно проверяйте полировку и износ поверхности формы, своевременно заменяя поврежденные детали, чтобы обеспечить качество поверхности отлитых под давлением деталей.
Контроль скорости впрыска: Скорость впрыска точно контролируется в зависимости от текучести расплавленного алюминия и сложности деталей, чтобы избежать пористости из-за недостаточного потока.
Настройка времени выдержки: время выдержки и давление устанавливаются соответствующим образом, чтобы расплавленный алюминий полностью заполнил форму и компенсировал усадку, снижая риск образования пористости и усадочных полостей.
Расположение точки впрыска: Оптимальное расположение точки впрыска определяется посредством анализа методом конечных элементов, чтобы избежать перепадов температуры и дефектов, вызванных слишком длинными путями потока расплавленного металла.
Неразрушающий контроль: рентгеновский контроль или ультразвуковые дефектоскопы используются для проведения неразрушающего контроля внутренних дефектов для обеспечения качества готовой продукции.
Мониторинг процесса: мониторинг в реальном времени кривой впрыска литьевой машины, запись параметров впрыска каждой машины для обеспечения основы для отслеживания качества.
Постоянное улучшение: создание замкнутой системы управления качеством (например, IATF 16949), статистический анализ обнаруженных дефектов и постоянная оптимизация параметров процесса.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo