Получите цитату
1. Плотная структура высокой плотности.
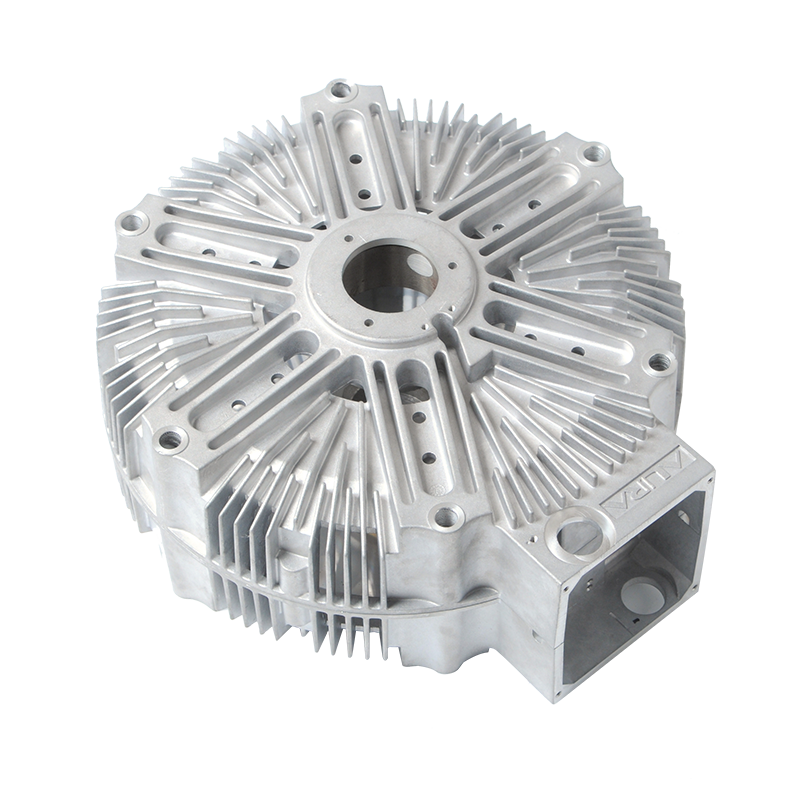
В процессе литья под высоким давлением алюминиевый сплав быстро заполняется и затвердевает в форме, образуя плотную структуру практически без пор, что делает детали менее склонными к растрескиванию при высоких нагрузках.
2. Мелкая и однородная зернистая структура.
Быстрое охлаждение и затвердевание под высоким давлением препятствуют росту крупных зерен, а мелкие зерна улучшают предел текучести и усталостную долговечность материала.
3. Многоступенчатая выхлопная система уменьшает внутреннюю пористость.
Через кольцевые выхлопные каналы и многоступенчатую конструкцию выхлопа (выпускные отверстия первой/второй/хвостовой ступени) газы, образующиеся во время затвердевания, могут быть быстро удалены, что значительно улучшает механические свойства и долговечность поршня.
4. Технология локальной последующей обработки еще больше повышает устойчивость к высоким температурам.
Например, технология DuraBowl выполняет локальную постобработку TIG-сварки на кромке камеры сгорания высоконагруженных поршней, улучшая микроструктуру и увеличивая термомеханическую усталостную долговечность в 4-8 раз.
1. Многоступенчатая вентиляция и оптимизация вентиляции.
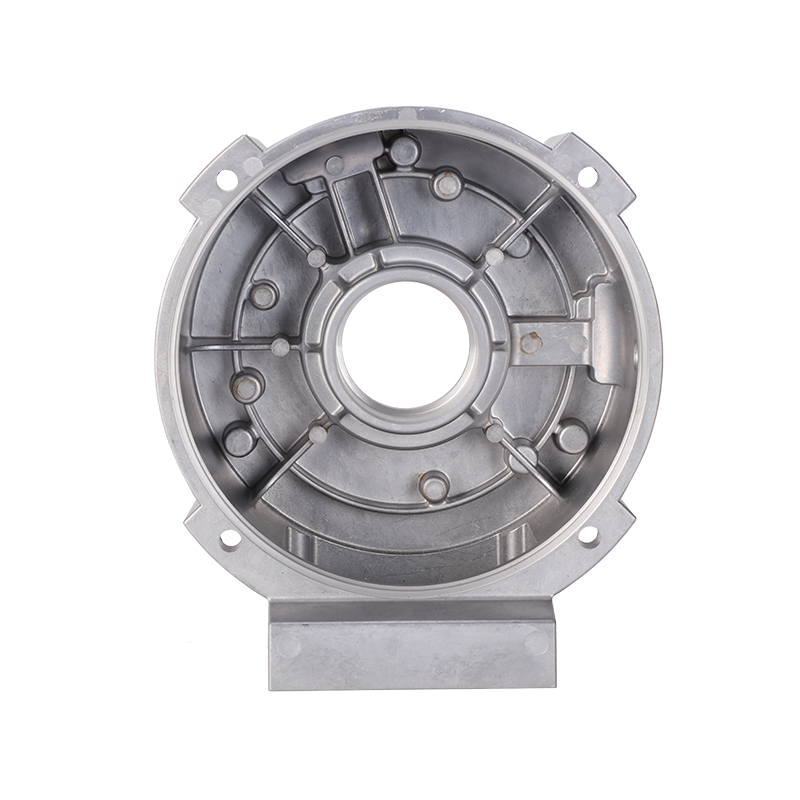
Использование кольцеобразной вентиляционной сети в сочетании с точным соответствием втулок и вентиляционных штифтов обеспечивает постоянный вентиляционный зазор, исключая пористость, вызванную застоем газа.
2. Литье под высоким давлением и точный контроль параметров машины для литья под давлением.
Использование машин для литья под высоким давлением, таких как 1600T и 800T, наряду с точным контролем температуры и кривой давления, обеспечивает достаточную текучесть расплавленного металла на этапе заполнения и равномерное напряжение во время затвердевания, что значительно снижает риск образования усадочных полостей и холодных трещин.
3. Замкнутое управление температурой пресс-формы и системой охлаждения.
Мониторинг и регулировка температуры поверхности формы в режиме реального времени с помощью контроллера температуры формы поддерживает стабильный температурный градиент, предотвращая образование пор, вызванных локальным переохлаждением.
4. Полный контроль качества и постоянное улучшение.
Приняв систему управления качеством IATF16949, каждая партия отливок проходит неразрушающий контроль, такой как рентгеновский и ультразвуковой контроль. Дефекты оперативно возвращаются в параметры процесса, обеспечивая систематическое предотвращение рисков и постоянное улучшение.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo