Получите цитату
1. Высокая степень использования материала и малый вес.
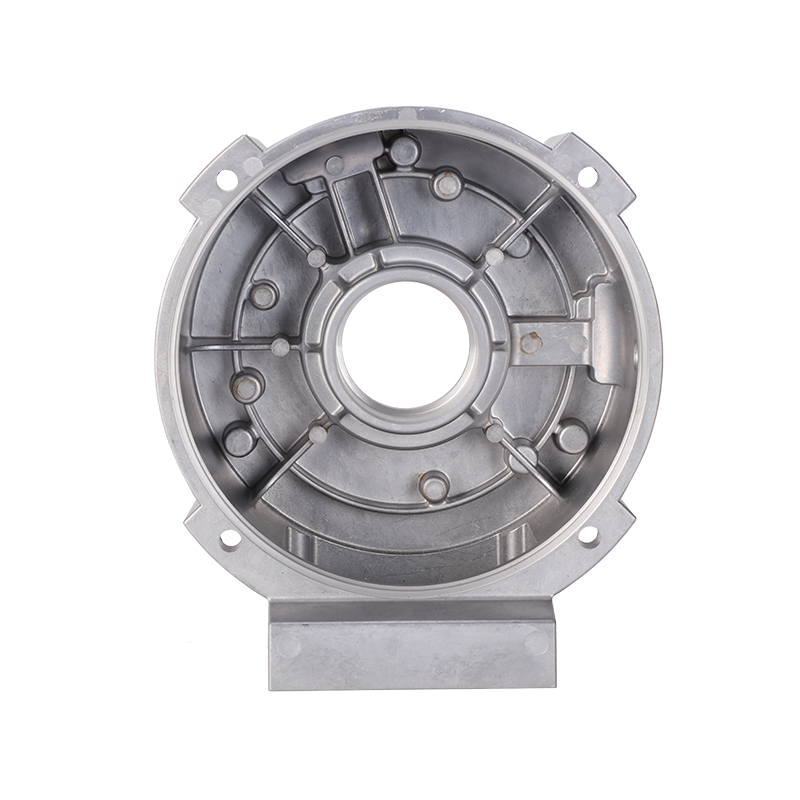
Литье под давлением впрыскивает расплавленный алюминиевый сплав в полость формы на высокой скорости, обеспечивая почти 100% заполнение, минимизируя отходы заготовок и обеспечивая высокий уровень использования материала.
По сравнению с традиционным литьем или штамповкой, литье под давлением обеспечивает одинаковую толщину стенок, что значительно снижает вес компонентов при сохранении прочности и соответствует требованиям к легкости современных редукторов.
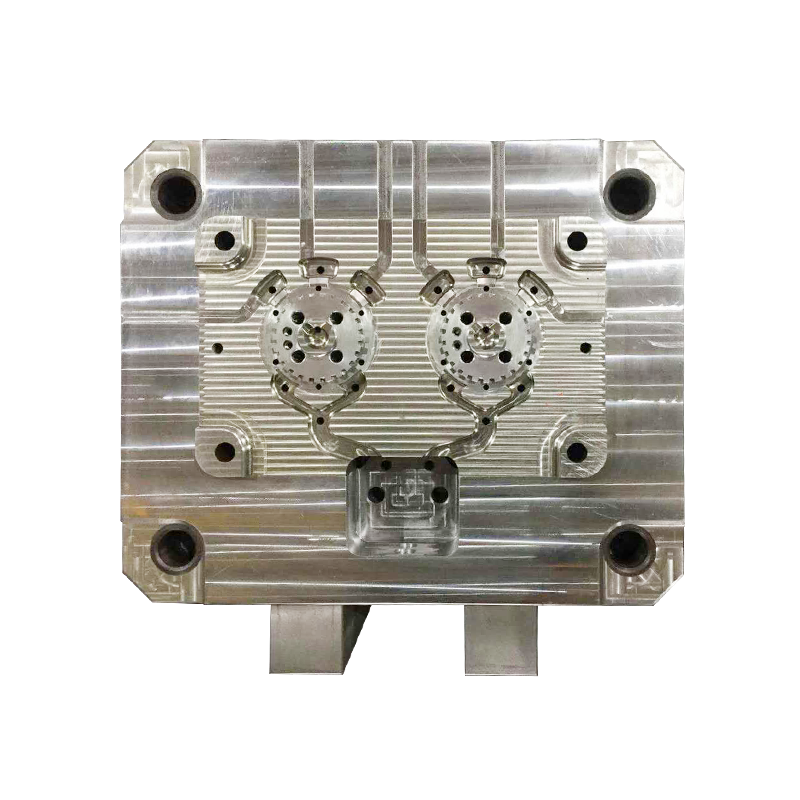
2. Сложные конструкции, получаемые за один процесс формования.
Благодаря точному проектированию пресс-форм с использованием CAD/CAE, литье под давлением позволяет создавать изделия сложной геометрии, такие как многочисленные отверстия, ребра, резьбы и установочные отверстия, за один процесс, устраняя необходимость в последующей вторичной механической обработке.
Это особенно важно для внутренних масляных каналов, ребер теплоотвода и структур позиционирования сборки в отлитых под давлением коробках передач, что улучшает интеграцию продукта.
3. Высокая эффективность производства и ценовые преимущества.
Автоматизированные машины для литья под давлением обеспечивают короткое время цикла (обычно 30–60 секунд на деталь), что обеспечивает непрерывное производство в больших объемах. Себестоимость детали значительно снижается по мере увеличения объема выпуска. Минимальное ручное вмешательство и длительный срок службы матрицы (до десятков тысяч циклов) делают литье корпусов коробок передач высококонкурентным на мировом рынке.
4. Отличные механические свойства.
Литье под давлением из алюминиевого сплава обеспечивает превосходную прочность, жесткость и термостойкость, отвечая требованиям эксплуатации трансмиссий на высоких скоростях и при высоких нагрузках.
Последующая термообработка и обработка поверхности могут еще больше повысить их твердость и коррозионную стойкость, обеспечивая длительную надежную работу.
Как выполняются термическая обработка или обработка поверхности для повышения прочности и коррозионной стойкости?
1. Лечение искусственным старением (система T6)
Литье под давлением нагревается до температуры растворения сплава (около 530°С), выдерживается определенное время, а затем быстро охлаждается для устранения внутренних литейных напряжений и гомогенизации структуры.
Последующее искусственное старение при 150–200°С равномерно распределяет осажденную фазу, значительно повышая предел текучести и прочность на разрыв. 2. Науглероживание или азотирование, закалка поверхности.
Углерод или азот проникают на поверхность отлитой под давлением детали в атмосфере низкотемпературной цементации или азотирования, образуя твердый науглероженный слой.
Толщину науглероженного слоя можно контролировать (обычно 0,1–0,3 мм), что значительно повышает твердость поверхности и износостойкость. Подходит для корпусов коробок передач, подверженных высокому трению.
3. Анодирование (жесткий анодный)
В результате электролиза на поверхности алюминиевого сплава образуется плотная пленка оксида алюминия (толщиной 10–25 мкм). Эта пленка твердая, износостойкая и обладает хорошими электроизоляционными свойствами.
Анодирование также позволяет получить различные декоративные цвета, улучшая внешний вид продукта и одновременно повышая устойчивость к коррозии.
4. Антикоррозионное покрытие (фосфатирование, покраска, порошковая покраска)
Фосфатирование образует на поверхности металла равномерную фосфатную пленку, улучшающую адгезию последующих покрытий и обеспечивающую первоначальную защиту от ржавчины.
Окраска или порошковое покрытие создает на поверхности плотный органический защитный слой, блокирующий влагу и агрессивные среды, продлевая срок службы литых корпусов редукторов.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo