Получите цитату
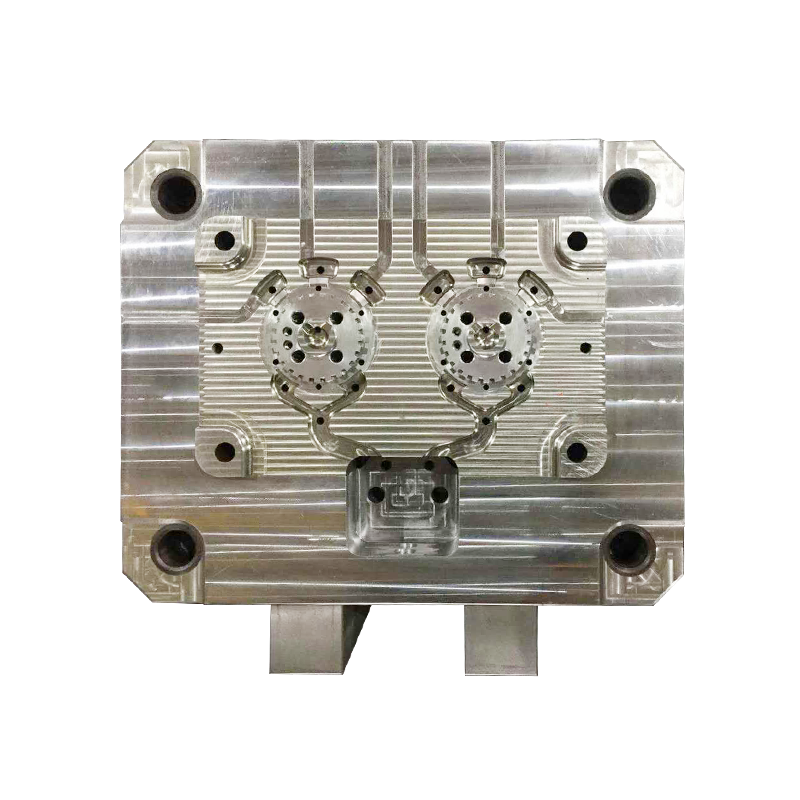
Металлические дефекты пайки - где расплавленный металл прилипает к поверхностям плесени, вызывая недостатки поверхности или повреждения частично, - это дорогостоящая головная боль в литье. В то время как существуют растворы после обработки, такие как покрытия или химические обработки, профилактика начинается с интеллектуальной конструкции плесени.
1. Тепловое управление: первая линия защиты
Металлическая пайка часто происходит из -за локализованного перегрева, где алюминиевые или цинковые сплавы химически связываются со стальными формами. Современные конструкции интегрируют конформные каналы охлаждения, которые следуют геометрии плесени, обеспечивая равномерное распределение температуры. Например, моделирование показывает, что снижение тепловых градиентов на 15% может снизить риски для пайки на 40%.
Материалы также имеют значение: H13 Инструментальная сталь с покрытиями нитрида хрома (CRN) снижает поверхностную реакционную способность, в то время как вставки медного сплава в зонах с высоким уровнем нагревания улучшают рассеивание тепла.
2. Поверхностная инженерия: за пределами базовой полировки
Формовать литья Может показаться гладким, но микроскопические пики по -прежнему ловят расплавленный металл. Лазерные текстурированные поверхности с контролируемой шероховатостью (RA 0,1–0,4 мкм) создают непризорные эффекты, имитируя самоочищающие свойства лотоса. Испытания с текстурированными плесеньми снижали скорости складов, связанную с пайком, с 12% до 2% в производстве автомобильной части.
Для высокоалюминиевых сплавов керамические покрытия, такие как Tialn, обеспечивают сопротивление металлической адгезии. Эти покрытия выдерживают температуру до 900 ° C, превосходя традиционные обработки.
3. стробирование и вентиляция: направление потока, уменьшение трения
Плохая динамика потока металла усугубляет пайку. Конические бегуны и переполненные скважины сводят к минимуму турбулентный поток, в то время как системы шаговых зародов уменьшают скорость на критических интерфейсах плесени. Анализ вычислительной динамики жидкости (CFD) показал, что оптимизация углов затвора на 10–15 ° уменьшает время контакта с металлом на 30%.
Стратегическое размещение вентиляционного отверстия одинаково важно. Микро-вентилизаторы (0,02–0,05 мм) вдоль линий размножений высвобождают захваченные газы, не позволяя проникнуть металлом, предотвращая локализованные горячие точки, которые вызывают адгезию.
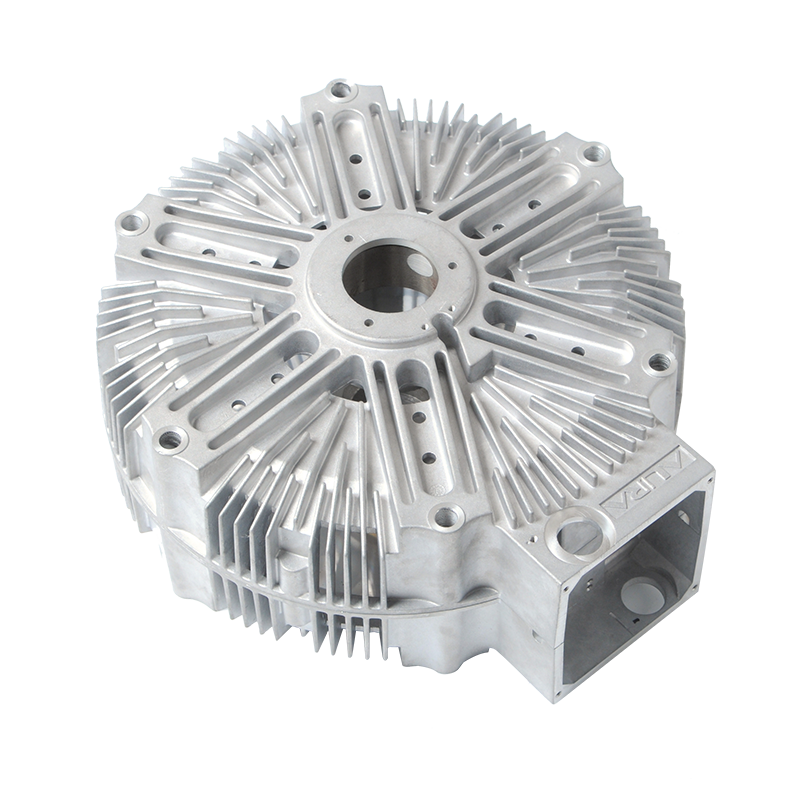
4. Оптимизация геометрии: устранение ловушек
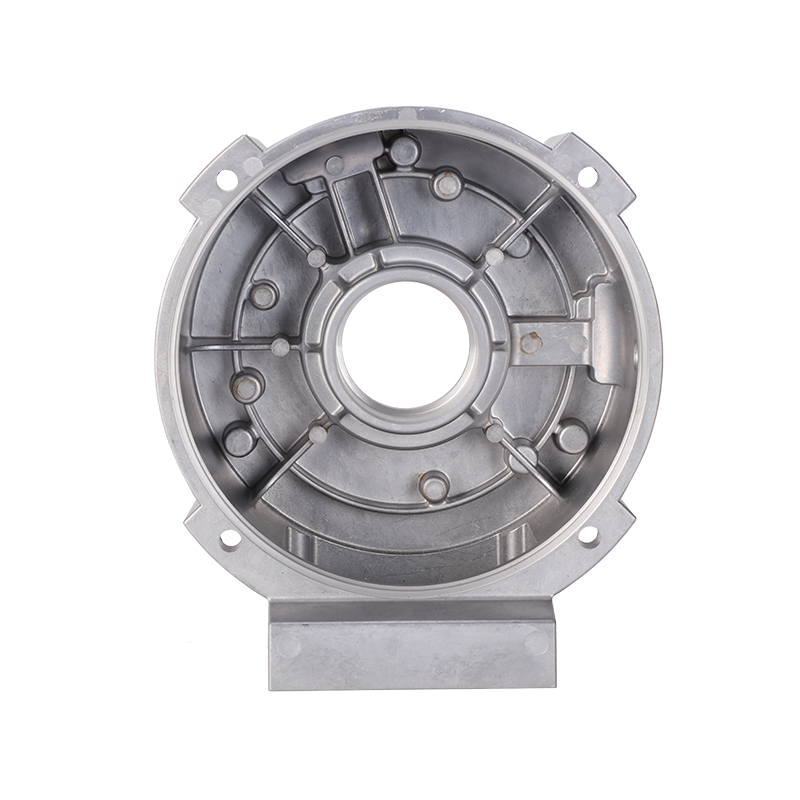
Острые углы и слепые полости являются паяльными горячими точками. Радиальные углы тяги (1,5–3 °) и направляющие на филлевые края выброс при восстановлении механической блокировки. В одном случае перепроектирование формы разъема с углом черновой оболочки 2 ° исключило 90% дефектов пайки.
Для сложных ядер модульные конструкции вставки позволяют быстро заменить компоненты с высокой носителем, сохраняя точность без полных ремонтов плесени.
5. интеллектуальная интеграция технического обслуживания
Даже дизайн колеблется без содержания. Встроенные датчики температуры IoT отслеживают здоровье плесени в режиме реального времени, предупреждая команды о ненормальных тепловых шипах. В сочетании с прогнозирующими алгоритмами ИИ это сокращает незапланированное время простоя на 50%.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo