Получите цитату
Выбор правильного метода кастинга для Алюминиевые листовые части может означать разницу между высокопроизводительным продуктом и дорогостоящим сбоем. Песочный кастинг, умирание и инвестиционное кастинг имеют отчетливые преимущества, но неправильно их приводят к потраченным впустую ресурсам.
1. Механика процесса: как каждый метод формирует алюминий
Песочная литья использует расходные песчаные формы, образованные вокруг рисунка. Расплавленный алюминий выливают в полость, охлаждают, а затем плесень сломана, чтобы получить часть. Этот метод оставляет шероховатую поверхностную отделку (обычно RA 12,5–25 мкм) и требует пост-махинации для точности.
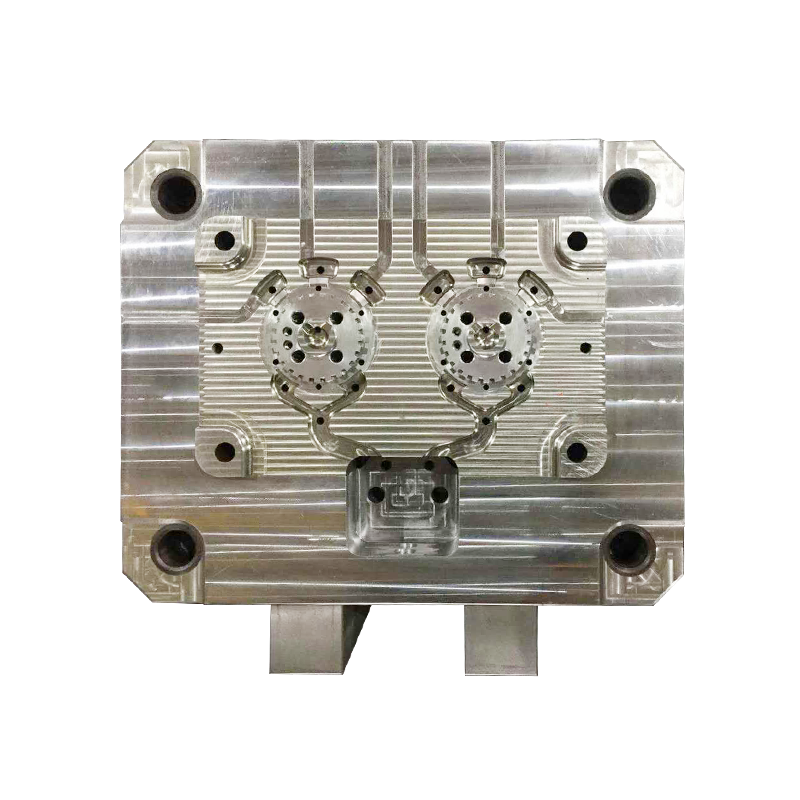
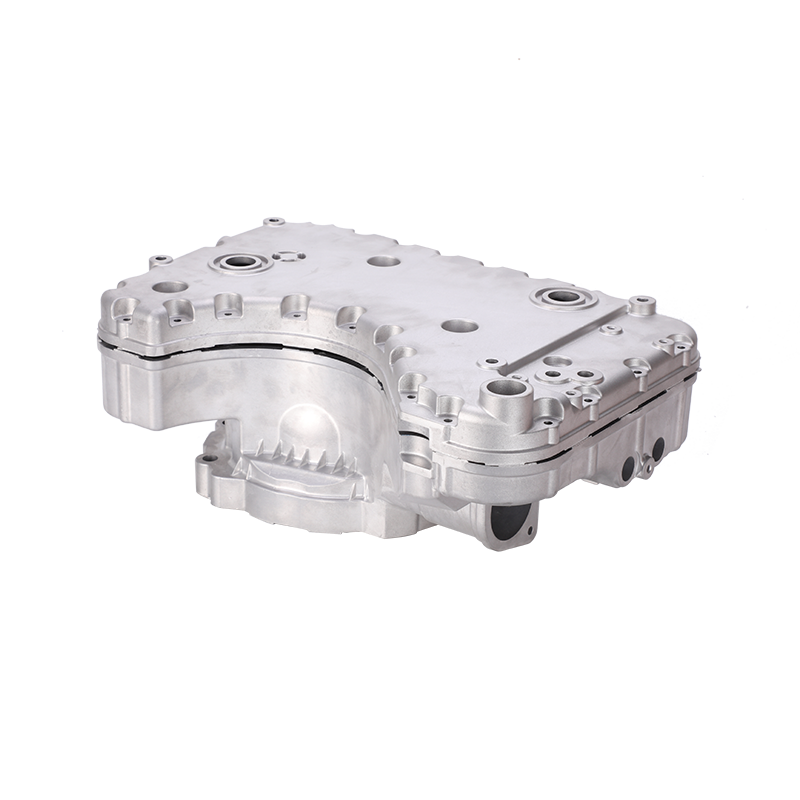
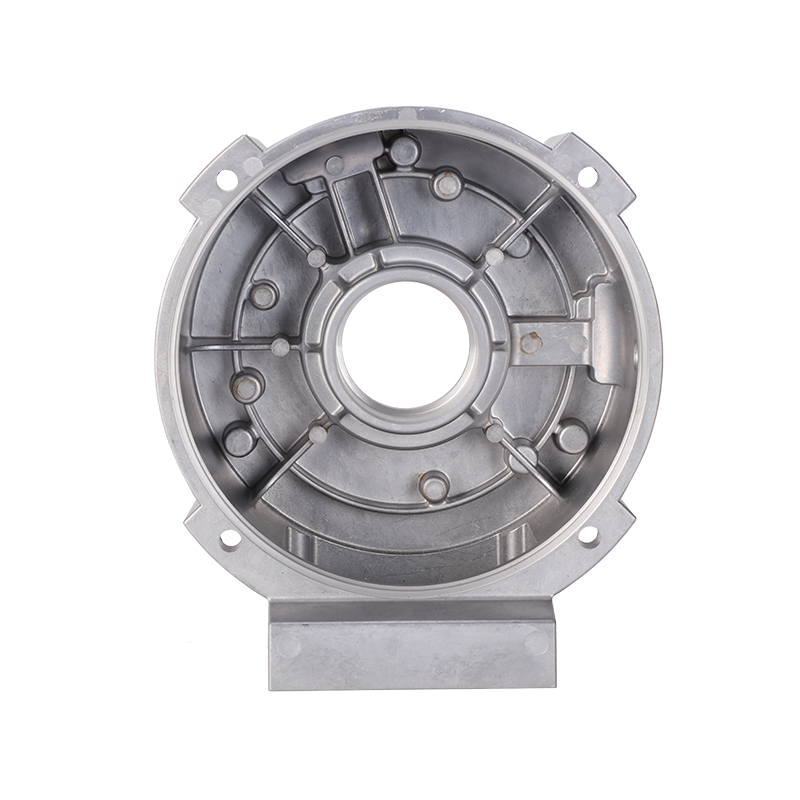
Силы литья матрицы расплавлены алюминий под высоким давлением (10–200 МПа) в многоразовые стальные формы. Быстрое охлаждение дает детали вблизи сети с гладкими поверхностями (RA 0,8–3,2 мкм) и жесткие допуски (± 0,1 мм).
Инвестиционное литье (литье с потерянными восками) строит керамическую оболочку вокруг воска. После плавления воска алюминий выливают в полость, создавая сложные формы с мелкими деталями (± 0,05 мм) и качество поверхности (RA 1,6–6,3 мкм).
2. Стоимость против объема: метод сопоставления с производственной шкалой
Литье из песка: идеально подходит для больших объемов, больших деталей (например, блоков двигателя). Затраты на инструмент низкие (500–5000), но затраты на единицу растут с ручным трудом. Время цикла варьируется от часов до дней.
Мастинг: Оптимизирован для прогонов с большим объемом (10 000 единиц). Первоначальные затраты на инструмент являются крутыми (20 000–100 000), но затраты за час резко падают из-за быстрых циклов (30–300 выстрелов в час).
Инвестиционное литье: лучше всего для средних объемов (100–10 000 единиц) сложных, малых и средних частей (например, аэрокосмических кронштейнов). Стоимость инструментов падает между литьем песка и матрицы (5000–30 000), с более медленными циклами (2–8 часов на оболочку).
3. Компромисс производительности: сила, детализация и отделка
Пористость: детали из песка имеют более высокую пористость (4–8%), ограничивая их использование в приложениях с высоким уровнем стресса. Мастинг матрица сводит к минимуму пористость (1–3%) посредством заполнения под давлением. Инвестиционное кастинг достигает 2–4% пористости, подходящей для аэрокосмических допусков.
Резолюция детализации: борьба с литьями с подкоками и тонкими стенами (<1 мм). Инвестиционное литье превосходит при производстве таких функций, как лопасти турбины с толщиной стен 0,5 мм.
Материальные отходы: песчаное литье генерирует откладка 15–30%; Die Casting Recyccling 95% избыточного материала. Инвестиционные кастинги отходы 10–20% из -за поломки керамической раковины.
4. Отраслевые приложения: где сияет каждый метод
Песочная литья: строительный механизм, морские компоненты.
Мастинг: Автомобильные передачи, корпуса потребительской электроники.
Инвестиционное кастинг: медицинские имплантаты, оборонное оборудование.
Недавнее исследование показало, что 34% сбоев алюминиевой части вытекают из несоответствующих методов литья。
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo