Получите цитату
Основные виды Формы для литья под давлением
1. Одногнездные формы. Эти формы имеют только одну заливочную полость, подходящую для единичного или мелкосерийного производства.
Относительно простая конструкция, низкая стоимость производства, простота замены и обслуживания.
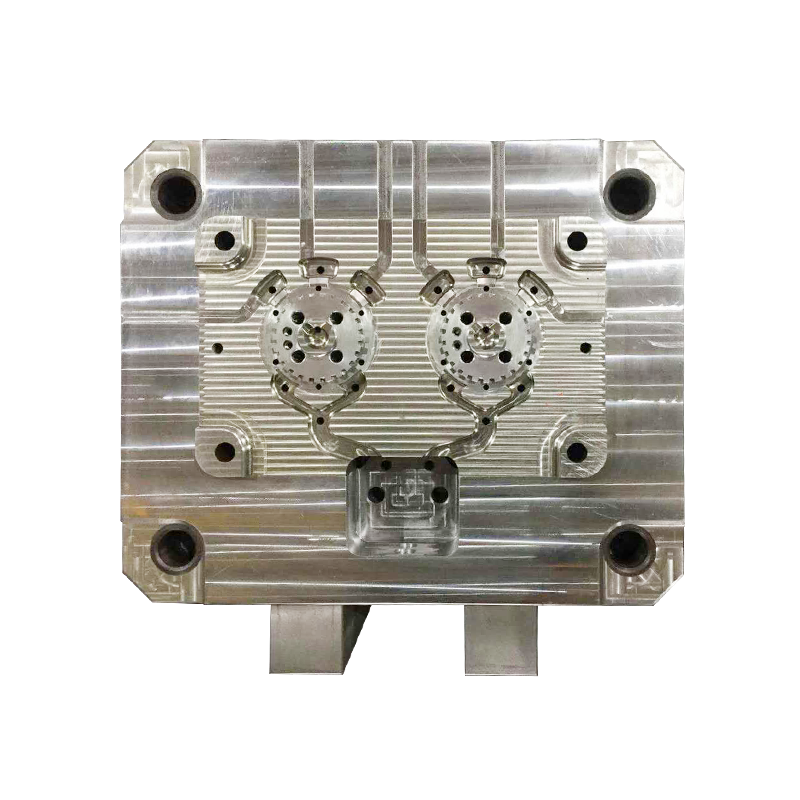
2. Многоместные формы. Эти формы имеют несколько одинаковых или разных полостей в одной форме, что позволяет производить несколько отливок одновременно.
Повышает эффективность производства и снижает себестоимость единицы продукции; обычно используется для массового производства автомобильных деталей, электронных корпусов и т. д.
3. Формы для горячеканальных систем по сравнению с формами для холодных литников:
Формы для горячих литников поддерживают температуру расплавленного металла в литнике и линейках, уменьшая потери на охлаждение металла и улучшая использование материала.
В формах для холодных литников используются литники, работающие при температуре окружающей среды, что обеспечивает более прочную конструкцию, подходящую для производства толстостенных отливок под высоким давлением.
4. Разъемные (двухчастные, трехчастные) формы. В зависимости от геометрии требований к отливке и расформовке форма делится на две или три половины, чтобы облегчить формирование сложных внутренних структур и плавное извлечение из формы.
Часто используемый в сочетании с подвижными деталями, такими как подвижные сердечники и ползуны, он позволяет обрабатывать полые детали или детали с внутренними канавками.
Как изготавливается форма для литья под давлением?
Процесс изготовления пресс-форм для литья под давлением:
1. Концептуальное проектирование и численное моделирование: 3D-моделирование выполняется с использованием CAD (например, PRO/E) для определения ключевых геометрических параметров, таких как полость, затвор и система охлаждения.
CAE (анализ потока, термический анализ) используется для прогнозирования поведения наполнения металла, оптимизации расположения литников и контура охлаждения, а также обеспечения качества литья.
2. Выбор материала и термообработка. В качестве основного материала пресс-формы выбрана высокотвердая, жаростойкая инструментальная сталь, устойчивая к впрыску под высоким давлением и тепловому удару.
Для достижения твердости формы HRC 50-55 проводятся нормализация, закалка и отпуск, что повышает износостойкость и срок службы.
3. Прецизионная обработка: обрабатывающие центры с ЧПУ, электроэрозионное оборудование с ЧПУ и оборудование для резки проволоки используются для черновой, чистовой и микрообработки формы.
Ключевые компоненты (такие как литники, охлаждающие отверстия и подвижные сердечники) подвергаются высокоточной обработке с допусками, контролируемыми в пределах ±0,05 мм, чтобы обеспечить плавную подачу металла.
4. Сборка, проверка и пробная отливка. Обработанные компоненты точно собираются, устанавливаются охлаждающие трубы, направляющие системы и механизмы выброса.
Точность размеров проверяется с помощью координатно-измерительной машины и оптического контроля. Затем выполняется пробная отливка для проверки целостности заливки, равномерности охлаждения и плавности извлечения из формы, при необходимости вносятся точные корректировки.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo