Получите цитату
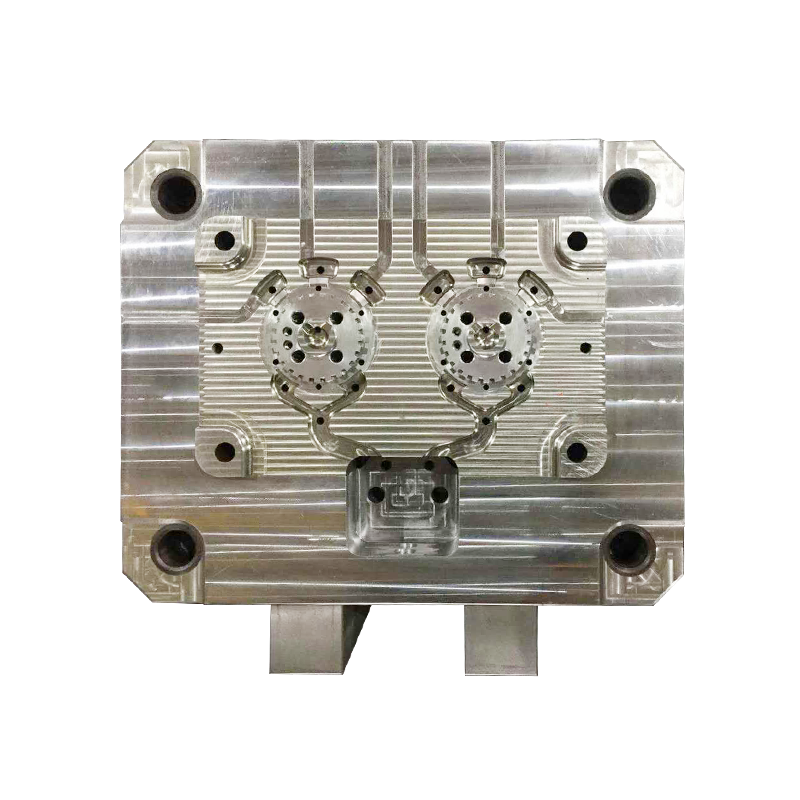
1. Подготовка и сборка формы.
Предварительно обработанные верхняя и нижняя половины формы монтируются на литье под давлением автозапчастей прижимную пластину машины, обеспечивающую плотную посадку и фиксацию на месте.
Чтобы предотвратить прилипание металла, на поверхность полости формы часто напыляют огнеупорное покрытие или поверхность очищают щеткой.
2. Нагрев и впрыск расплавленного металла.
Алюминиевый или магниевый сплав нагревается до подходящей температуры плавления (приблизительно 600–700°C) в печи, а затем впрыскивается в полость формы на высокой скорости и равномерно с помощью системы впрыска под высоким давлением.
Инъекция под высоким давлением позволяет за очень короткое время заполнить сложные полости, обеспечивая равномерную толщину стенок.
3. Быстрое охлаждение и затвердевание.
После входа в полость формы металл сразу же быстро охлаждается системой охлаждения формы (обычно водяным или масляным охлаждением), образуя плотную кристаллическую структуру.
Быстрое затвердевание является ключевым шагом в достижении тонкой толщины стенок и высокой точности размеров.
4. Открытие формы и удаление деталей.
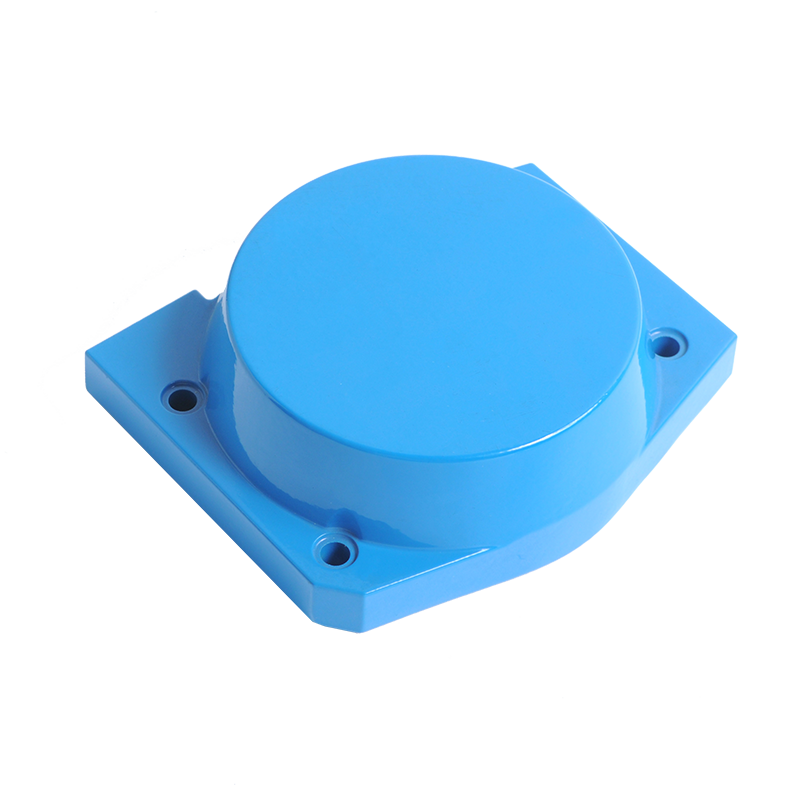
После полного затвердевания металла форму открывают и с помощью эжекторного устройства выбрасывают горячую деталь.
После снятия выполняются необходимые удаления заусенцев, очистка и обработка поверхности для удовлетворения последующих требований сборки.
Как литье под давлением повышает прочность и долговечность автомобильных деталей? Механизмы литья под давлением для повышения прочности и долговечности
1. Мелкозернистая структура
Впрыск под высоким давлением и быстрое охлаждение приводят к образованию мелких и однородных зерен сплава во время затвердевания. Мелкие зерна значительно улучшают предел текучести и усталостную долговечность материала.
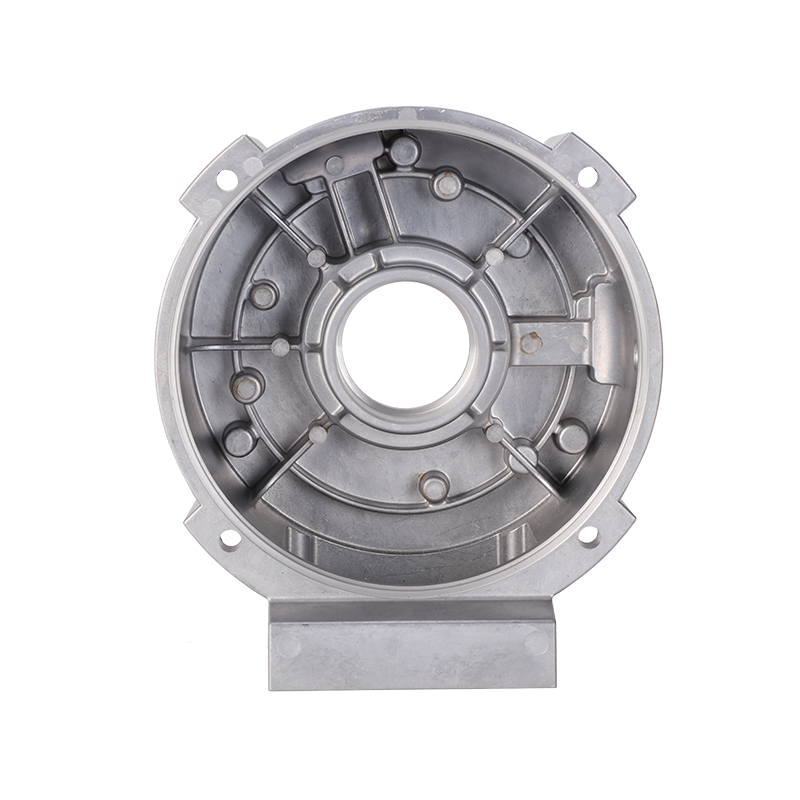
2. Превосходное качество поверхности и точность размеров.
Литье под давлением обеспечивает получение отливок почти чистой формы с низкой шероховатостью поверхности и небольшими размерными погрешностями, что снижает концентрацию напряжений во время последующей механической обработки и сборки, тем самым повышая общую долговечность.
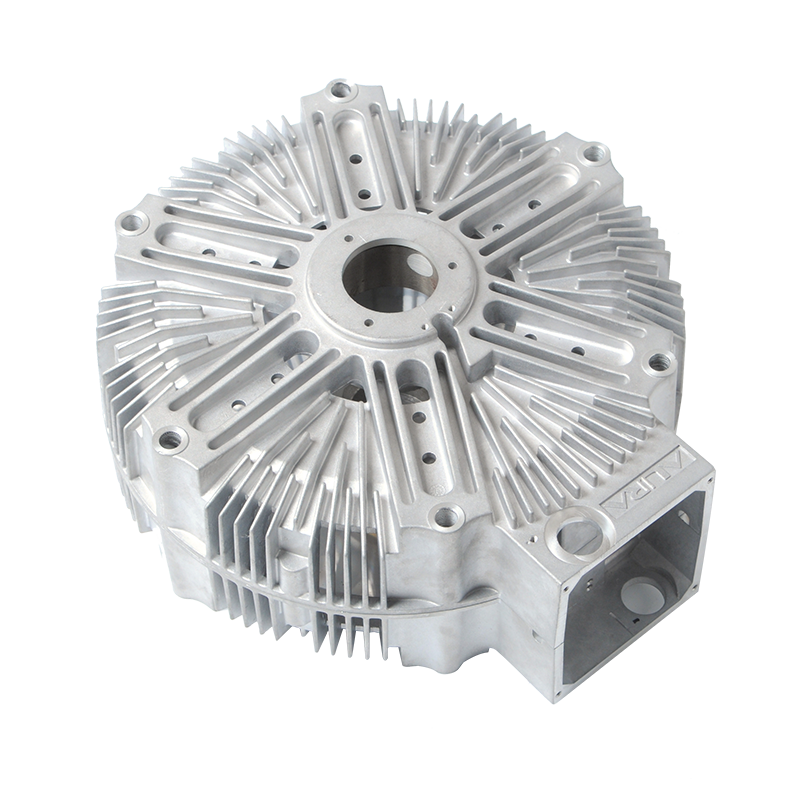
3. Рациональное расположение ребер и усиливающих ребер.
На этапе проектирования пресс-формы оптимизация формы ребер (например, шестиугольников и трапеций) позволяет добиться равномерного распределения напряжений, избегая локализованной концентрации напряжений, которая может привести к трещинам или деформации. Хорошая структурная конструкция напрямую повышает ударопрочность и усталостную прочность детали.
4. Контроль пористости и дефектов
Благодаря точным параметрам процесса (скорость впрыска, время выдержки, скорость охлаждения) и системе газоотвода внутренние дефекты, такие как пористость и усадочные полости, сводятся к минимуму, что обеспечивает плотность и надежность отливок.
Вы готовы Сотрудничать С Джидой?
* Ваша электронная почта в безопасности с нами, мы не спам.
Продукция
Контактная информация
nbjd011@126.com
+86-574-86115705
№ 58 Молд Роуд, Daqi Technology Industrial Zone, Beilun District, Ningbo